

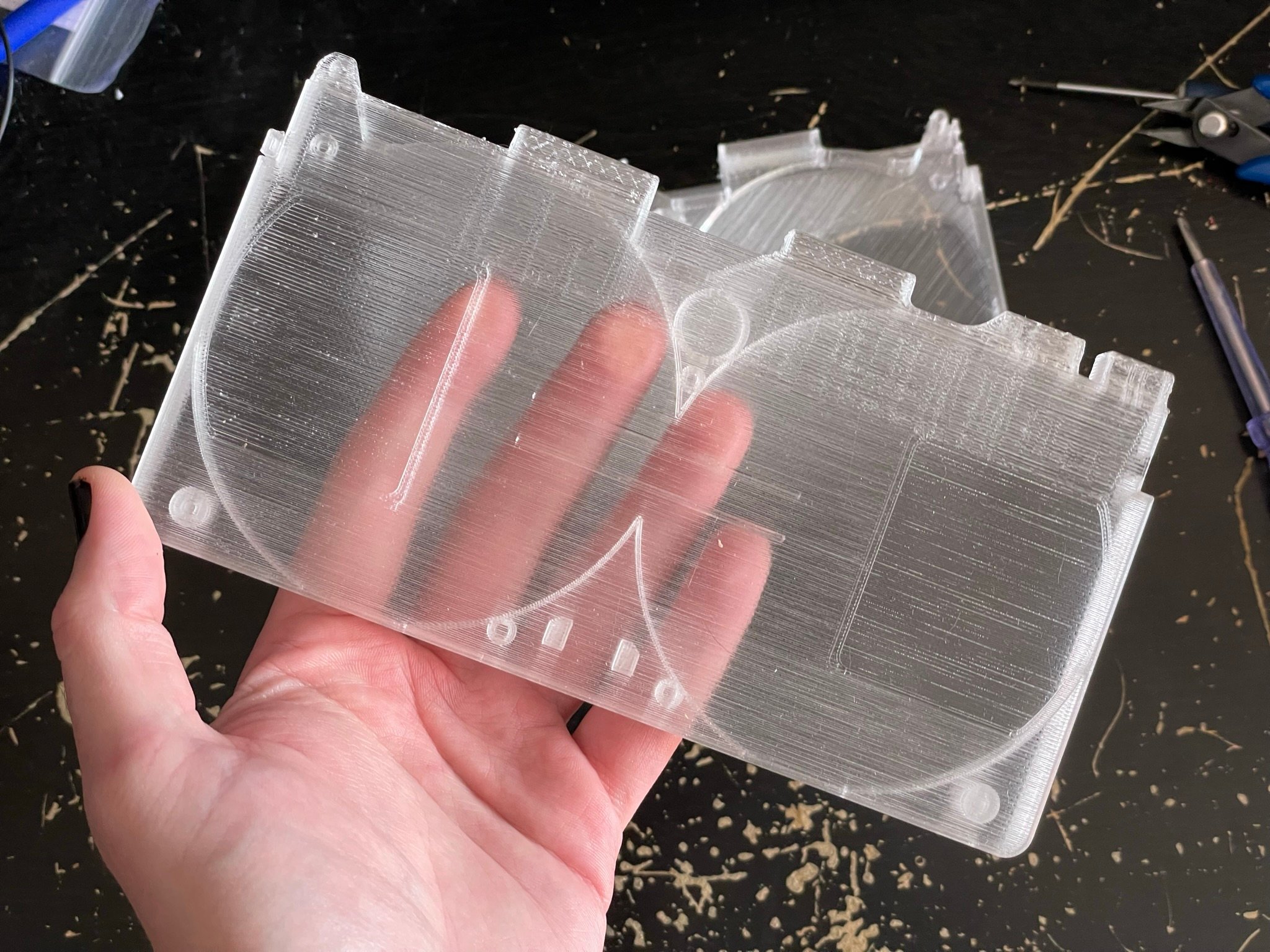
Il y a quelques mois, j’ai commencé un projet de création de VHS en impression 3D (le compte-rendu arrivera plus tard ;)) que je voulais faire transparentes.
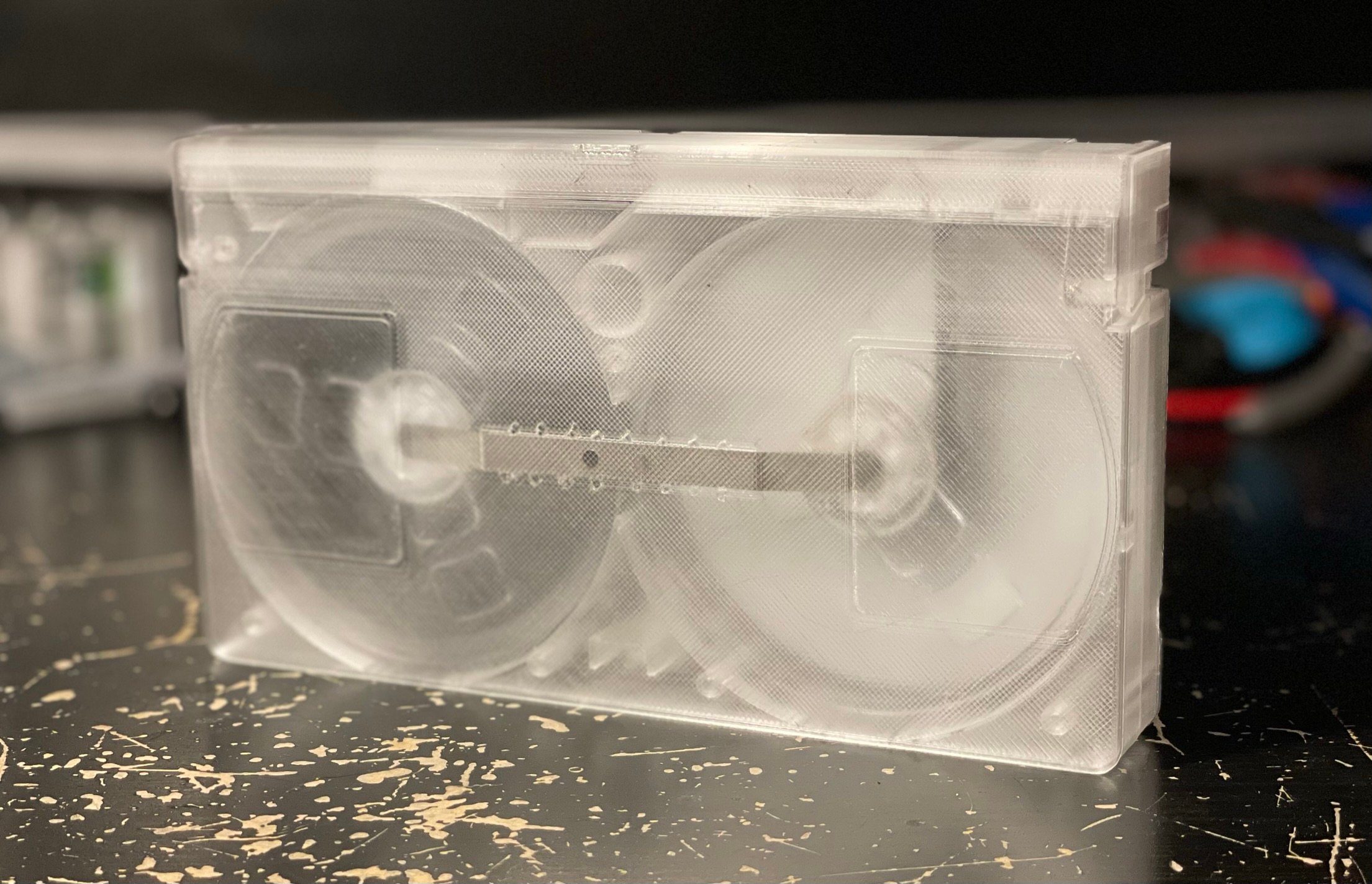
Mes premiers résultats étaient sympa mais manquait de transparence quand même.
J’ai alors cherché sur le net comment est-ce qu’il serait possible de faire des impressions 3D vraiment transparentes avec du filament transparent avec une imprimante 3D ordinaire.
J’ai trouvé cette page explicative d’un certain Rygar1432 sur Thingiverse qui explique comment a-t-il/elle procédé pour obtenir des impressions vraiment transparentes :
=> https://www.thingiverse.com/thing:4062101
J’ai alors commencé à faire des expérimentations à partir des informations de la page citée précédemment en utilisant pour ma part du filament PLA Geetech transparent
Les résultats étaient corrects, j’étais assez content de moi dans l’ensemble mais j’avais envie d’améliorer encore le rendu.
J’ai donc décidé de tout recommencer et procéder méthodiquement avec d’obtenir le meilleur résultat possible en cherchant un à un quel est le meilleur réglage pour chaque paramètre d’impression.
Cet article est donc un compte-rendu d’expérimentations que j’ai réalisés pour parvenir au meilleur rendu transparent avec le matériel que j’avais.
Mes résultats ne constituent pas la perfection mais juste ce que moi j’ai pu obtenir.
Pour tenter d’obtenir la même chose de votre côté, je ne peux que vous conseiller de vous inspirer seulement de ce que j’ai fait et surtout comment j’ai fait pour en arriver là.
Il se peut déjà que d’un filament à l’autre, les résultats divergent mais aussi d’une imprimante à l’autre dû à de légères différences de calibration qui peuvent exister.
Il est important de procéder les tests avec une imprimante en bon état et un minimum propre.
S’il y a, par exemple, trop de poussière dans les pales du ventilateur d’extrudeur, cela va réduire sa performance et la qualité de refroidissement de l’extrudeur et donc réduire la qualité du résultat final.
J’ai d’abord souhaité essayer en PLA pour sa facilité d’impression avec une bobine de filament neuve et non ouverte avant le début des expérimentations.
Le filament utilisé est de marque Geetech juste parce que c’est le filament transparent que j’achète habituellement et avec lequel j’obtiens généralement de bons qualités d’impression de manière globale et pas qu’au niveau de la transparence.
Je n’ai pas essayé avec d’autres filaments PLA transparents.
Lien : https://www.amazon.fr/dp/B07C7WWX8Z

J’ai utilisé le côté plat du plateau d’impression en verre de mon imprimante Ender 3 V2 afin que le côté rugueux ne nuise pas à l’aspect transparent et fausse ainsi les estimations de transparence pour essayer de trouver les meilleurs paramètres d’impression.
La comparaison de transparence se fera sur mon bureau car avec tous ses défauts d’usure dû à de nombreux bricolages au fur et à mesure des années, cela fait une texture visuelle parfaite et bien contrastée pour comparer de la transparence.
1) Référence
Je suis partit de mon profil d’impression classique comme point de départ avec les caractéristiques suivantes :
Température d’extrusion |
190 °C |
Température du plateau |
60 °C |
Vitesse d’impression |
50 mm/s |
Infill |
100 % |
Infill pattern |
Grid |
Épaisseur de couche (Layer height et Initial layer height) |
0,25 mm |
Distance de rétractation |
3,0 mm |
Vitesse de rétraction |
50 mm/s |
Ventilation d’impression |
Activé |
Top layers |
2 |
Botton layers |
2 |
Wall Line Count |
2 |

Les premières couches inférieurs et supérieures sont forcément obliques dans un sens ou dans l’autre sans qu’on en ait le contrôle.
Le fait d’avoir des couches imprimés dans un sens puis dans l’autre réduit la transparence.
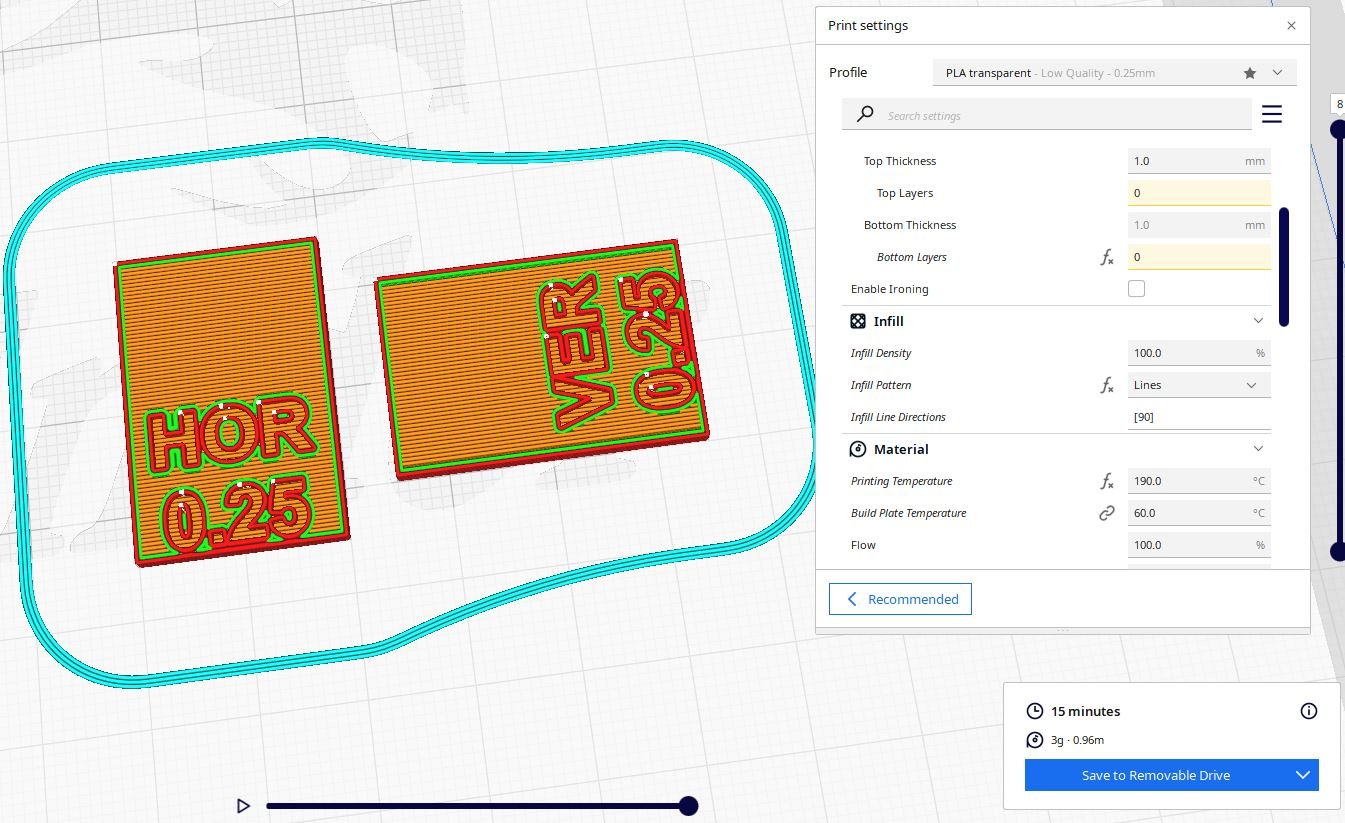
Vu qu’on veut avoir un remplissage imprimé dans le même sens sur toutes les couches, il faut donc enlever les premières couches inférieurs et supérieures pour n’avoir que des couches de remplissage de l’intérieur de la pièce.
Top layers |
0 |
Botton layers |
0 |
Infill pattern |
Lines |
Infill direction |
[90] ou [0] |

Là on commence à avoir déjà un peu moins d’opacité.
Le fait d’imprimer horizontalement ou verticalement n’a filament pas d’incidence sur le résultat.
On voit une différence sur la photo mais c’est dû à l’éclairage.
Il suffit de tourner la pièce imprimée verticalement pour obtenir le même résultat que la pièce imprimée horizontalement.
Le fait de désactiver la ventilation fait que la matière prend plus de temps à refroidir et devient moins opaque en refroidissant.
Ventilation d’impression |
Désactivé |

Avant en haut / Après en bas
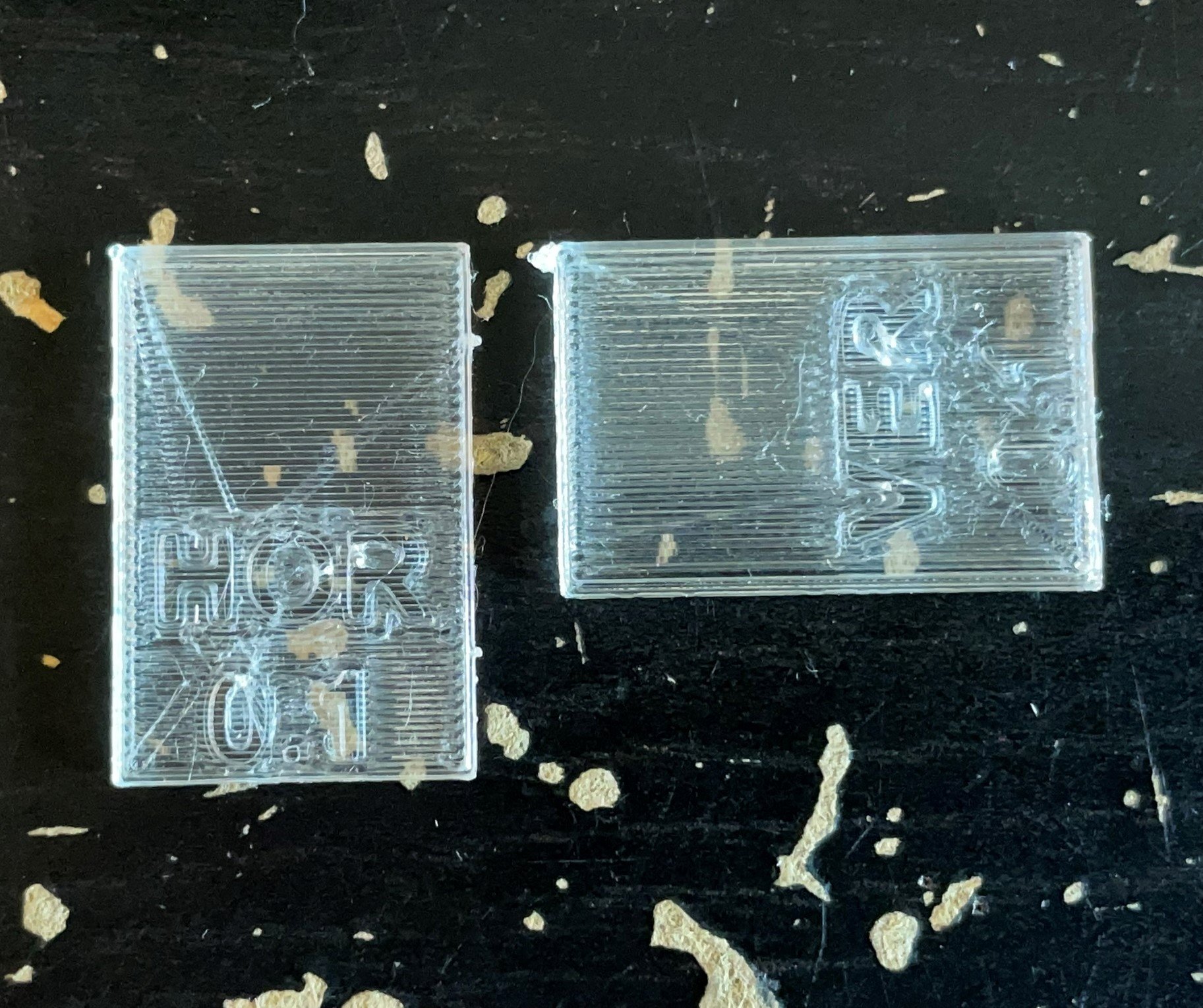
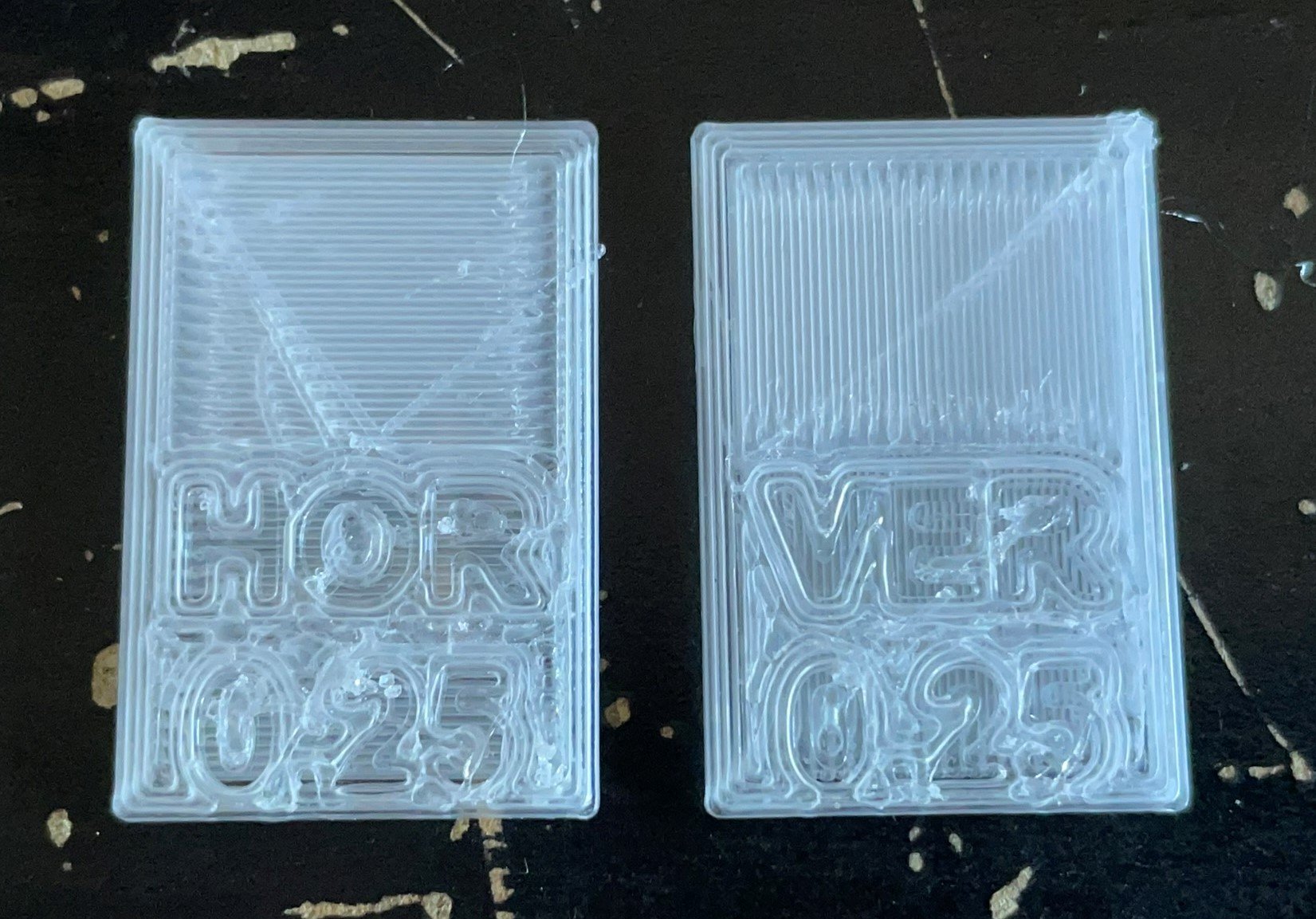
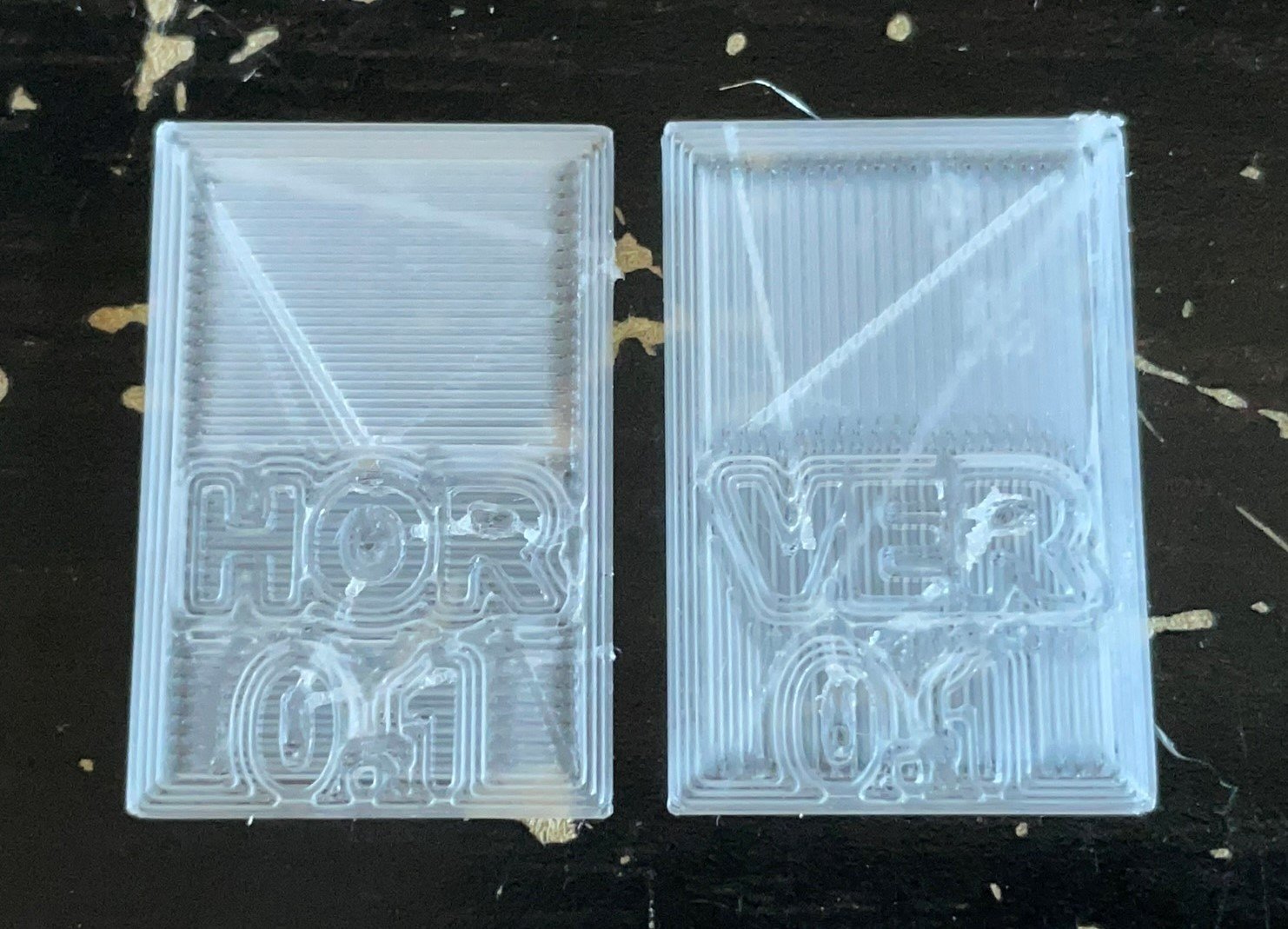
Faire des couches d’impression plus épaisses rend les passages d’impression moins visibles et augmente la transparence.
Épaisseur de couche (Layer height et Initial layer height) |
0,1 mm |

N’ayant que des buses de 0,4mm, je n’ai pu tester que cette largeur d’impression.
A voir ce que cela pourrait apporter d’utiliser une buse plus fine pour une largeur d’impression plus petite.
5) Impression dans le sens horizontal ou vertical ?
Le fait d’imprimer horizontalement ou verticalement n’a filament pas d’incidence sur le résultat.
On voit une différence sur les photos précédentes mais c’est dû à l’éclairage.
Il suffit de tourner la pièce imprimée verticalement pour obtenir le même résultat que la pièce imprimée horizontalement.
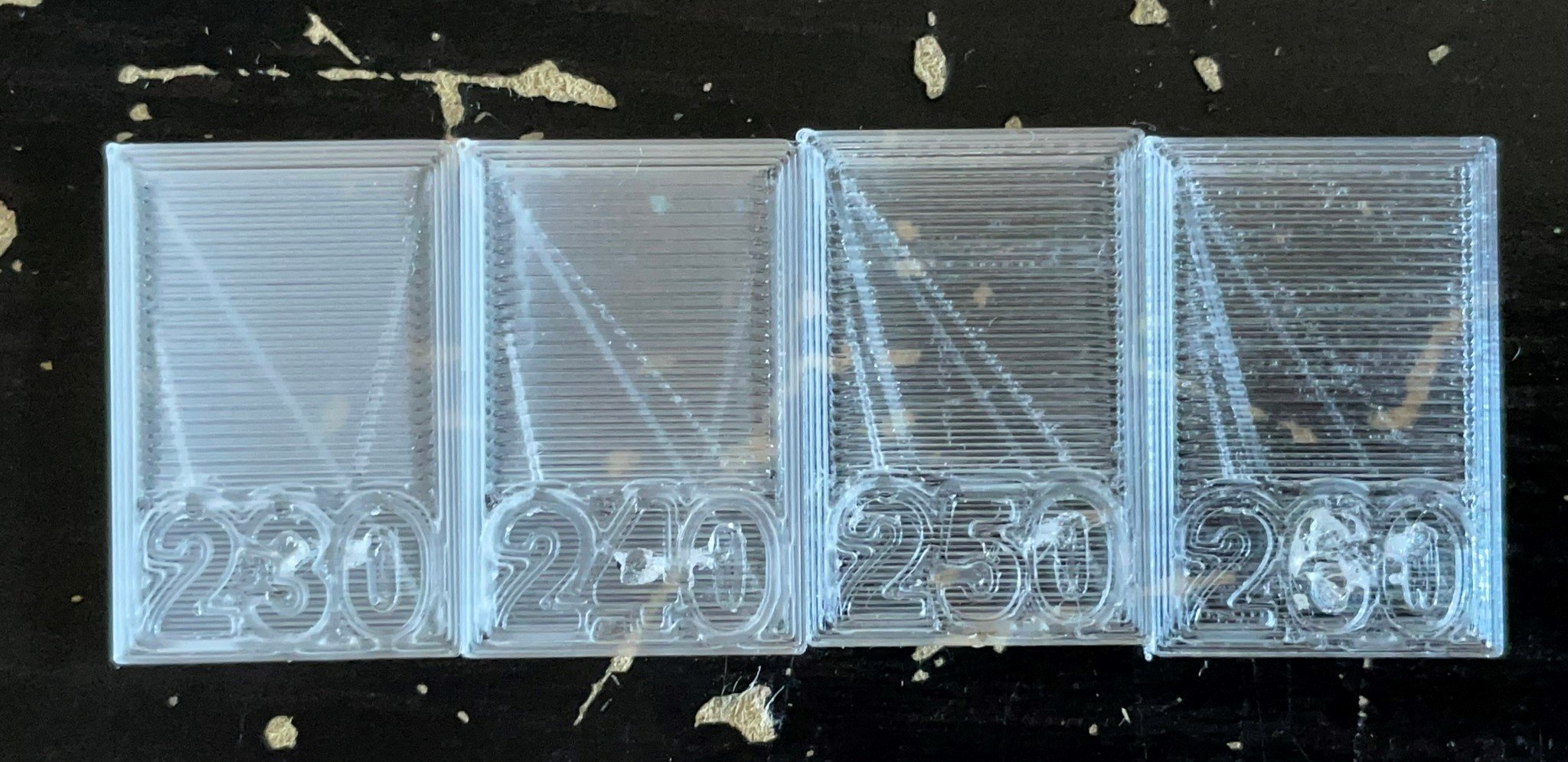
J’ai testé d’imprimer entre 180°C à 260°C avec des pas de 10°C.
On voit clairement qu’il y a meilleur rendu dans les hautes températures.
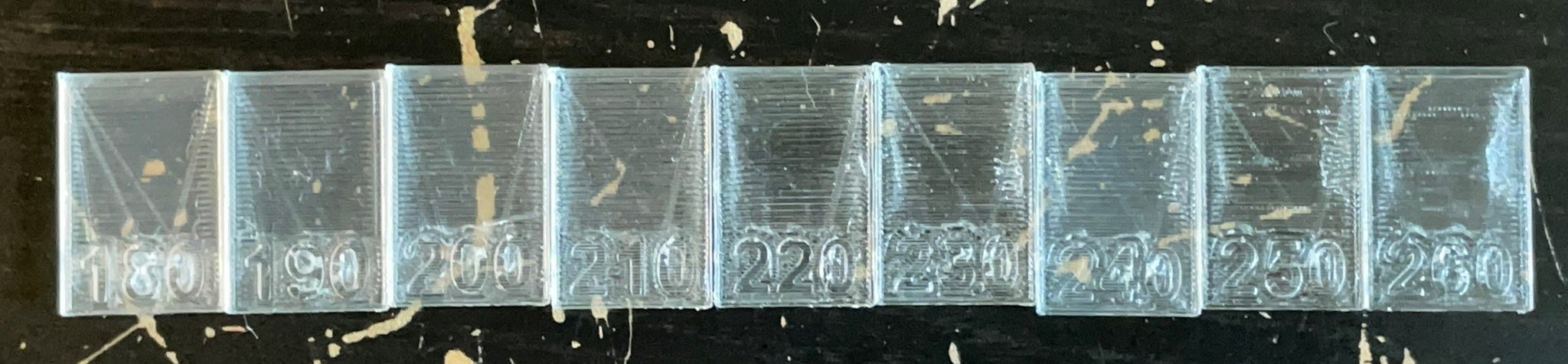
Le résultats est bon jusqu’à 230°C puis semble se troubler à 240°C
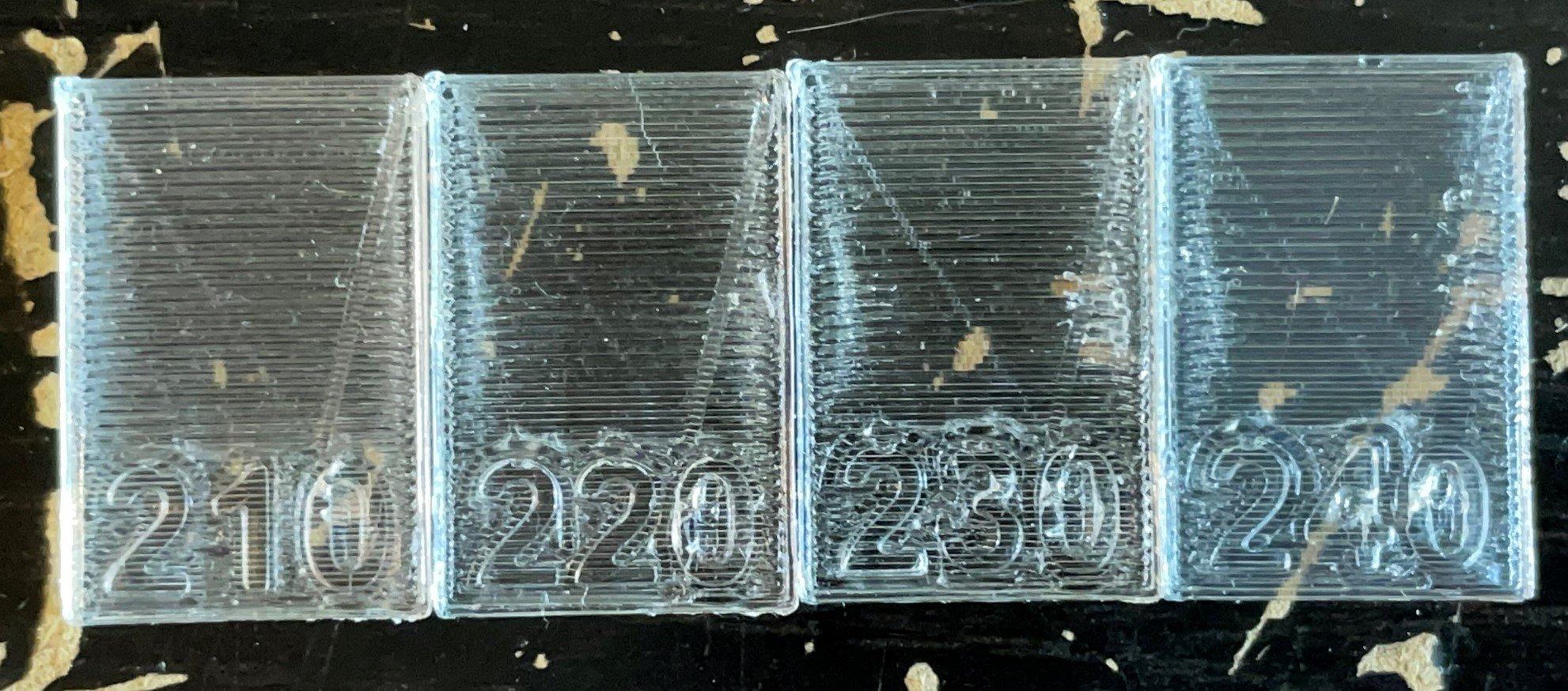
A 250°C et 260°C, il y a formation de bulles.
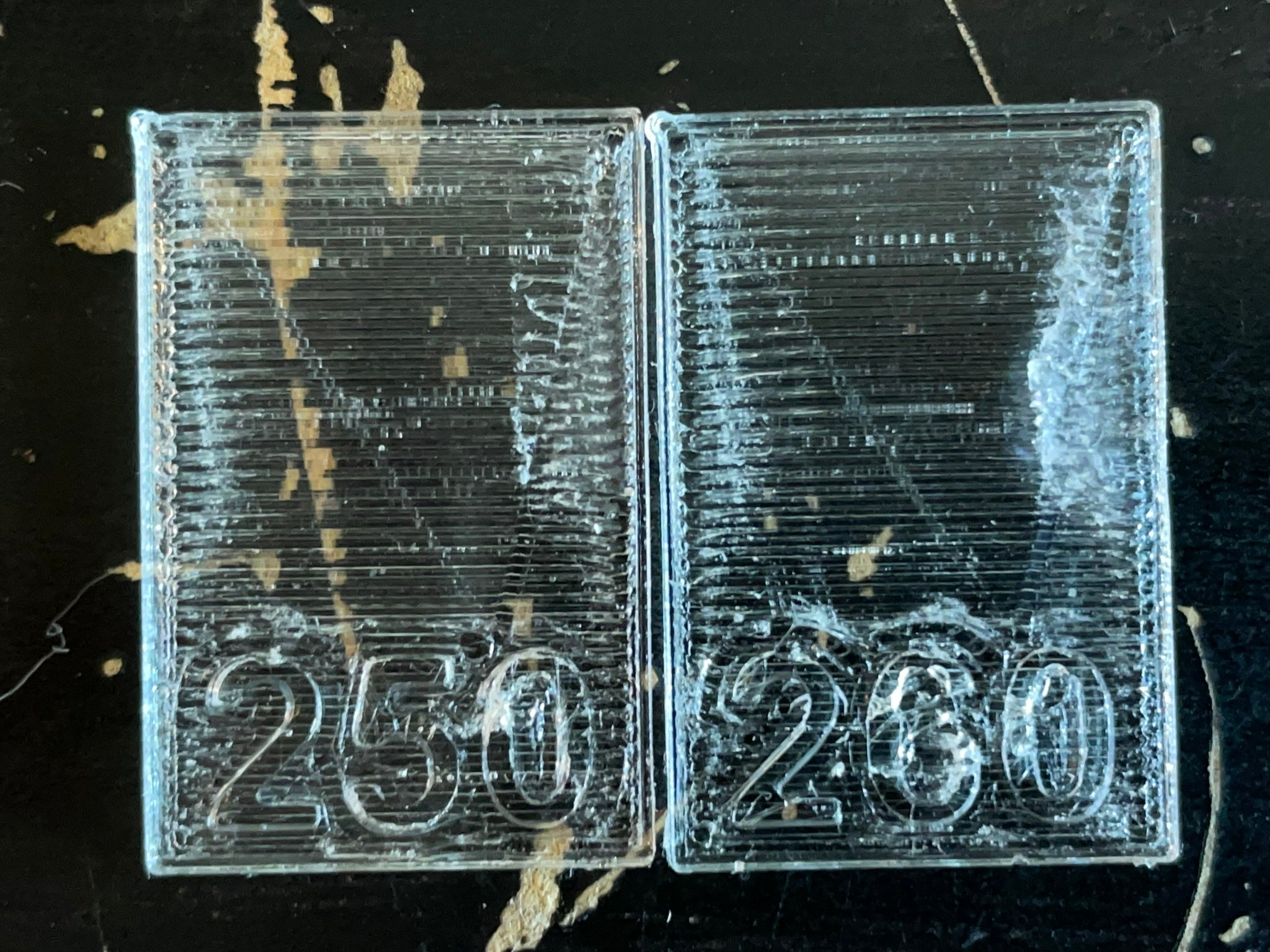
La température de 220°C donne un résultat légèrement moins transparent qu’à 230°C.

C’est donc la température de 230°C qui est retenue.

Température d’extrusion |
230 °C |
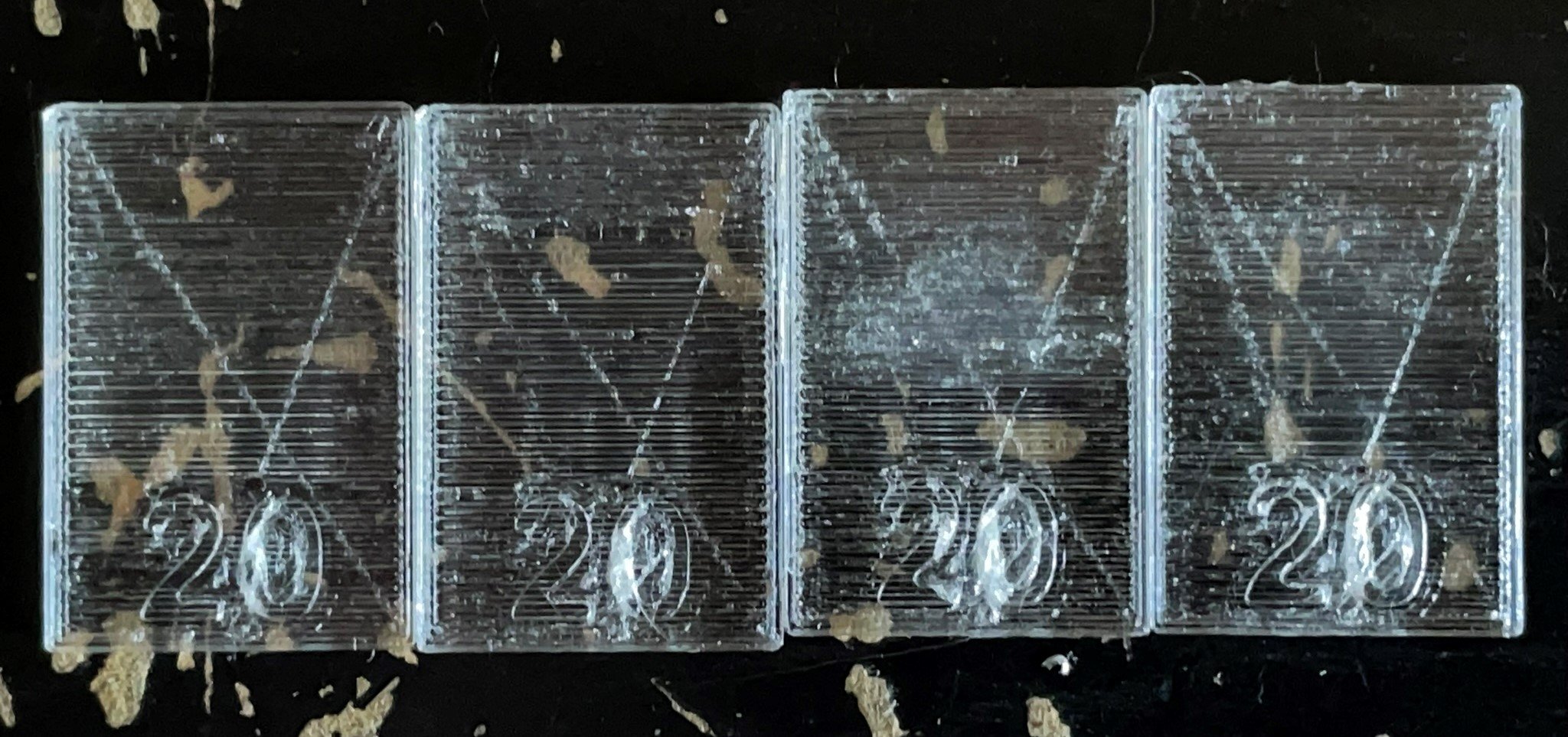
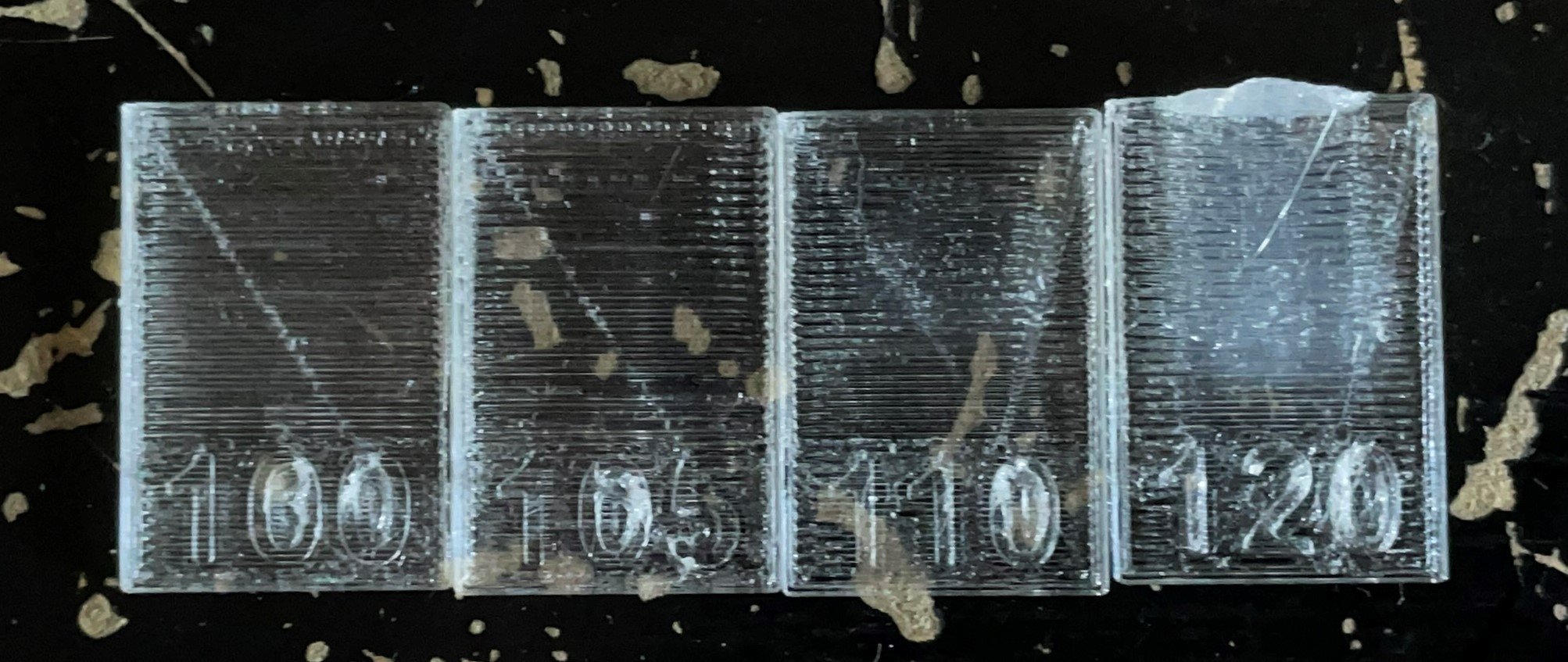
7) Vitesse d’impression :
La page sur Thingiverse préconisait une impression assez lente de 20 mm/s.
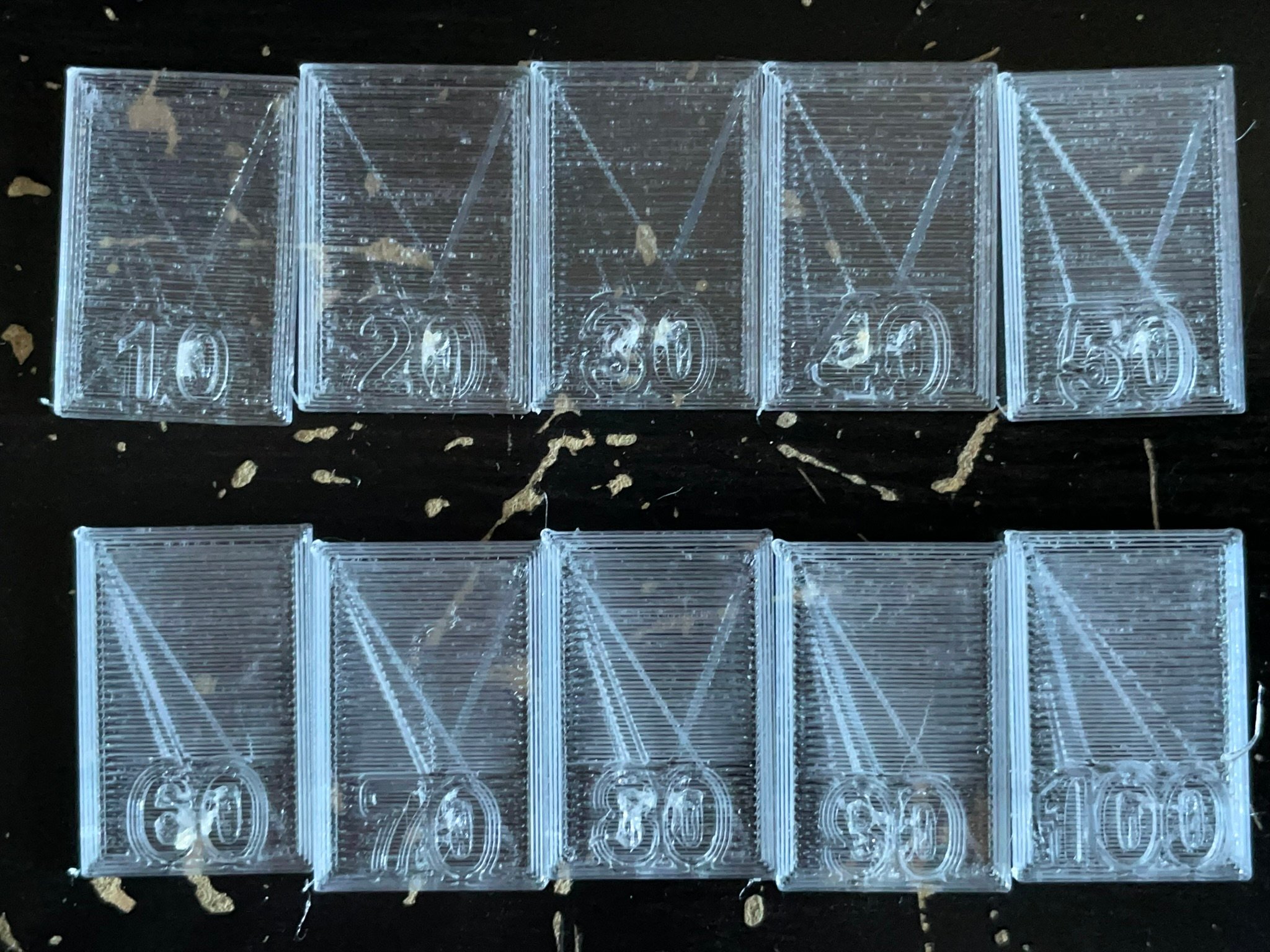
J’ai donc testé d’imprimer la même pièce à différentes vitesses allant de 10 mm/s jusqu’à 100 mm/s avec un pas de 10 mm/s
A 10mm/s, la pièce est trouble.
A partir de 30 mm/s, il y a formations de défauts sur les bords de l’impression.
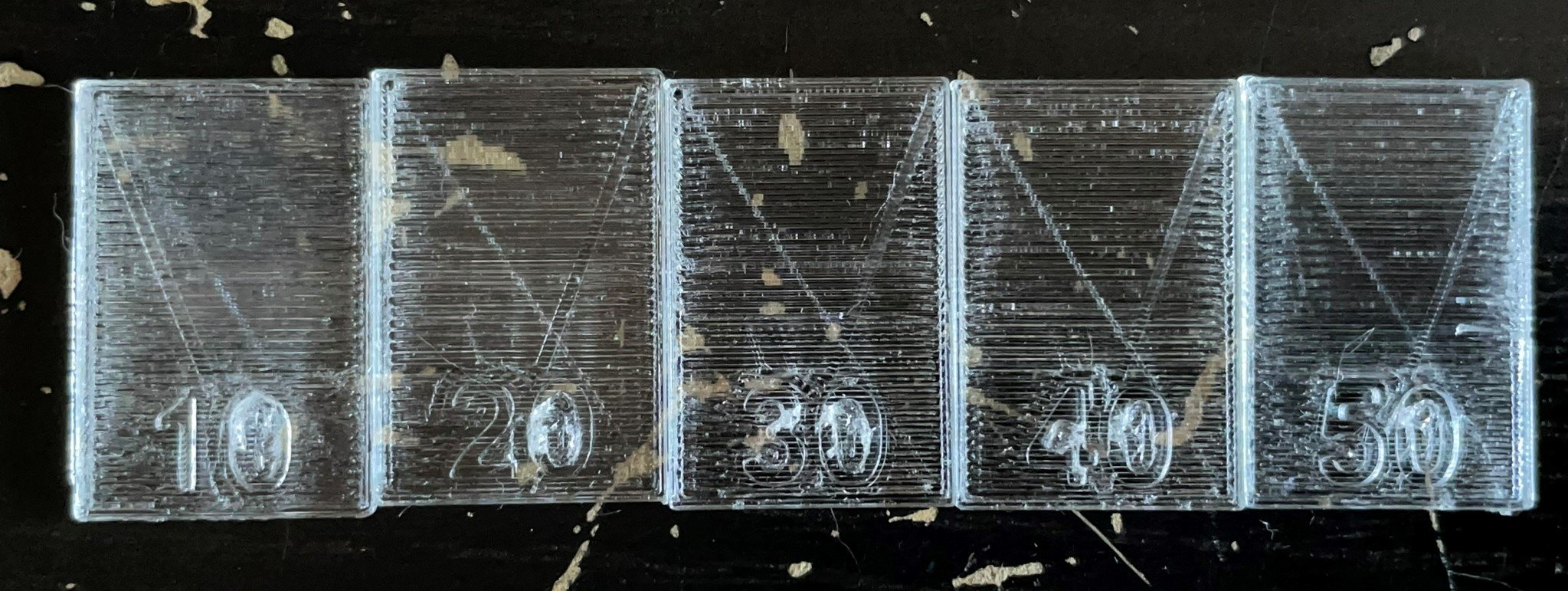

Le résultat se joue entre 20 et 30 mm/s.
A l’œil, je trouve que 20 mm/s est le meilleur rendu.
On retombe sur la valeur annoncé de la page Thingiverse.
Vitesse d’impression |
20 mm/s |
8) Trace de passage de la buse lors d’un changement de position
Au stade actuel, on obtient déjà un très bon rendu mais il y a quelques défauts à améliorer.
On voit que la buse laisse une trace de son passage lorsqu’elle repart à sa position de départ pour faire la couche suivante.
Il faut faire en sorte que la buse se relève lors de son replacement en position initiale pour régler cela.
Z hop when retracted |
Activé |
Il y a encore quelques petits dépôts lors du changement de couche et du repositionnement au point de départ dû à un peu de matière qui sort de l’extrudeur à cause d’une température très élevée.
Ces dépôts sont visibles en première et dernière couche seulement.
Je ne peux pas descendre la température pour éviter ce problème car cela réduirait alors la transparence.
J’ai donc tenté de jouer sur d’autres paramètres.
D’abord sur la distance de rétraction en la faisant monter de 3,0 à 6,0mm mais cela a provoqué une dégradation du résultat :
J’ai alors tenté de modifier la vitesse de rétractation en la passant de 50 mm/s à 70 mm/s puis 90 mm/s.
Il y a une petite amélioration à 70 mm/s mais pas plus d’amélioration à 90 mm/s.
La valeur de 70 mm/s est donc retenue.
Distance de rétractation |
3,0 mm |
Vitesse de rétraction |
70 mm/s |
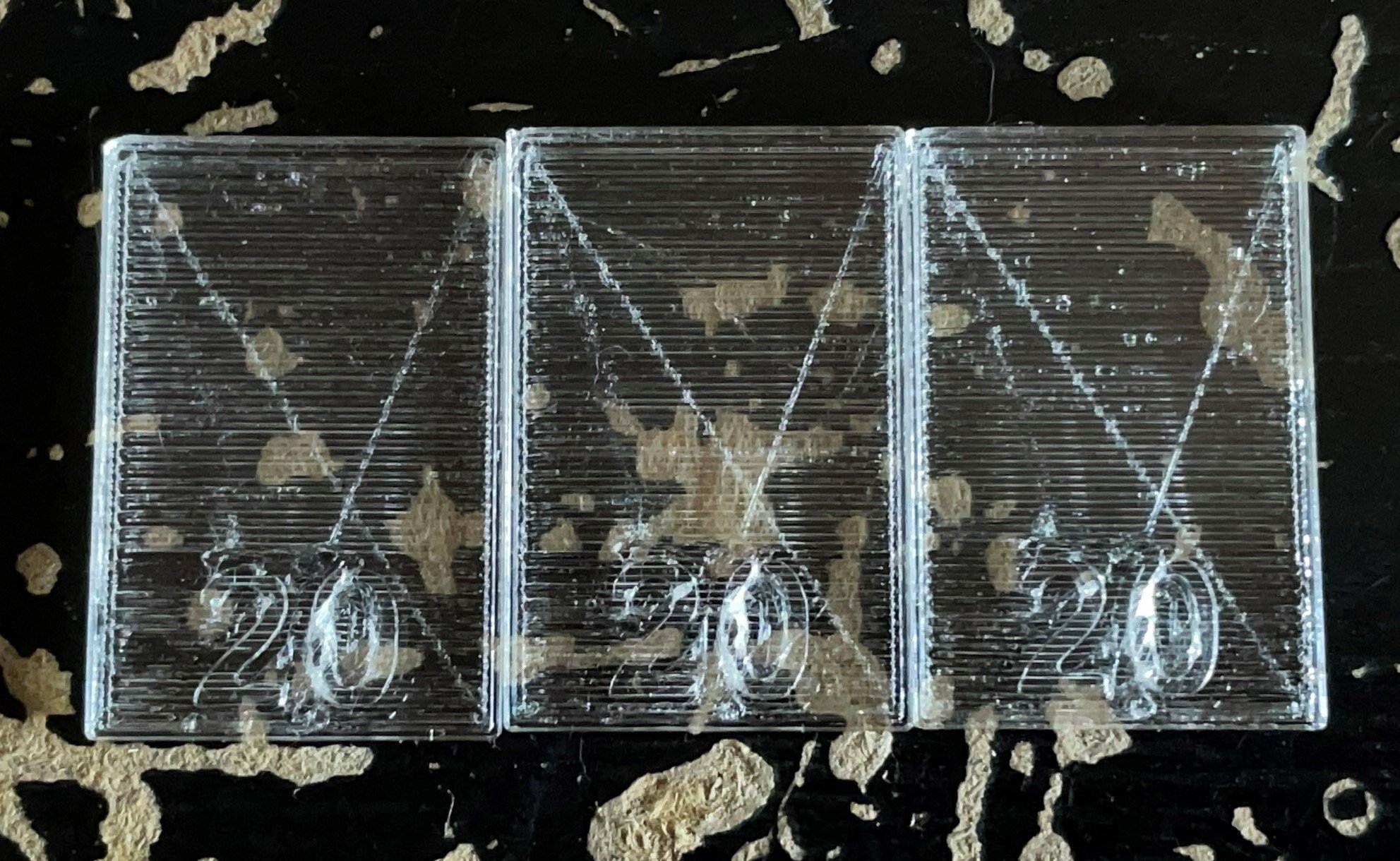
10) Essai d’ironing
J’ai essayé d’activer l’ironing pour voir ce que cela allait donner mais au final les résultats sont moins bons.
1ère pièce : bonne pièce de l’étape précédente
2e pièce : Ironing activé
3e pièce : Ironing activé en faisant passer la vitesse d’ironing de 6,66 mm/s (valeur calculée par Cura) à 20 mm/s
4e pièce : Ironing activé en changeant le paramètre « Iron flow » de 10 % à 0 %.
Donc il vaut mieux laisser l’ironing désactivé.
Ironing enable |
Désactivé |
Je n’ai donc pas trouvé comment enlever ces petits dépôts dus à la grande température d’extrusion. J’ai donc décidé de faire avec qui ça arrivera.
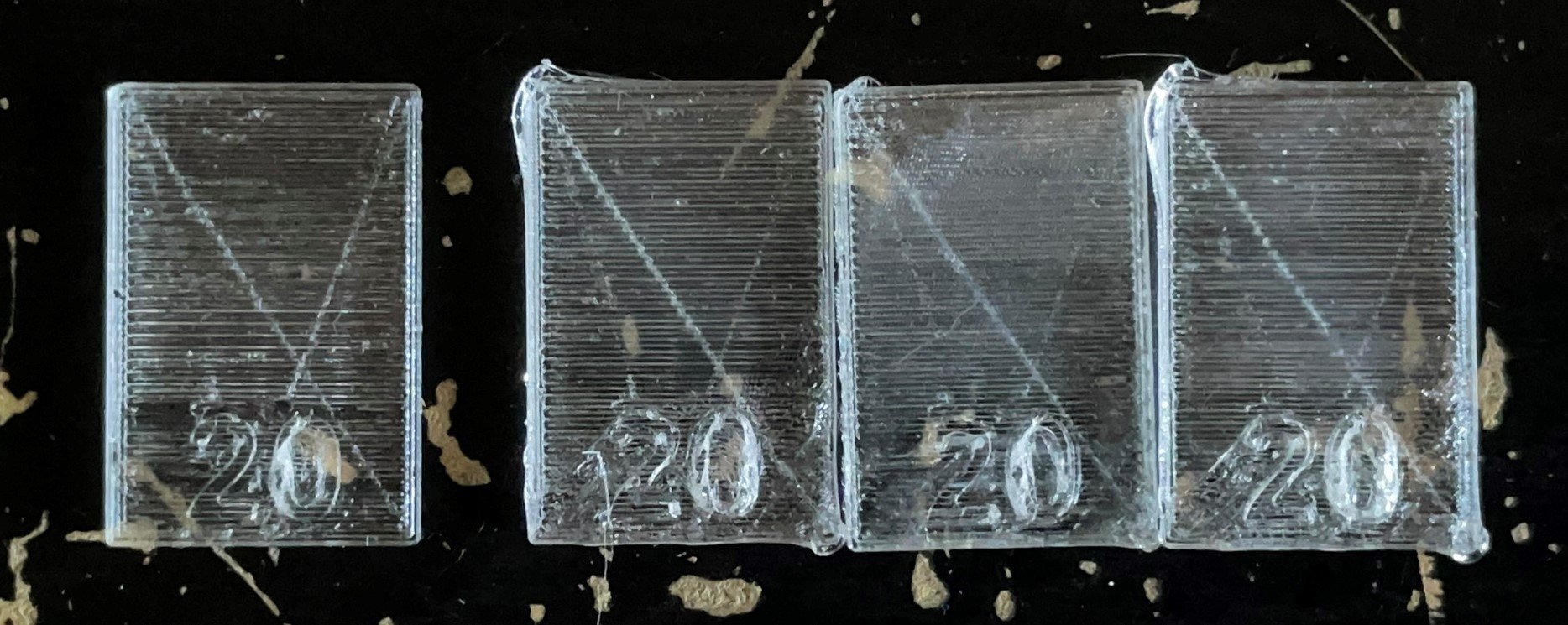
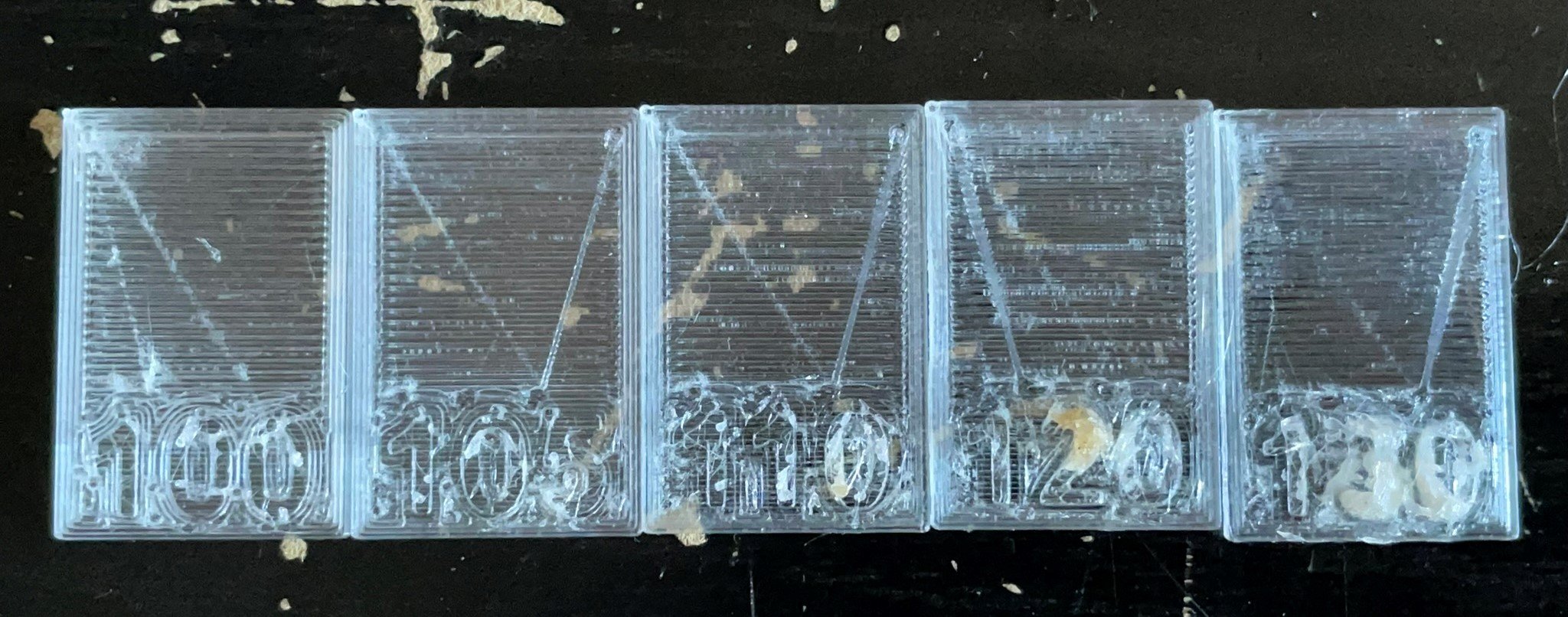
Est-ce que la quantité de matière utilisée peut-elle jouer sur la transparence ?
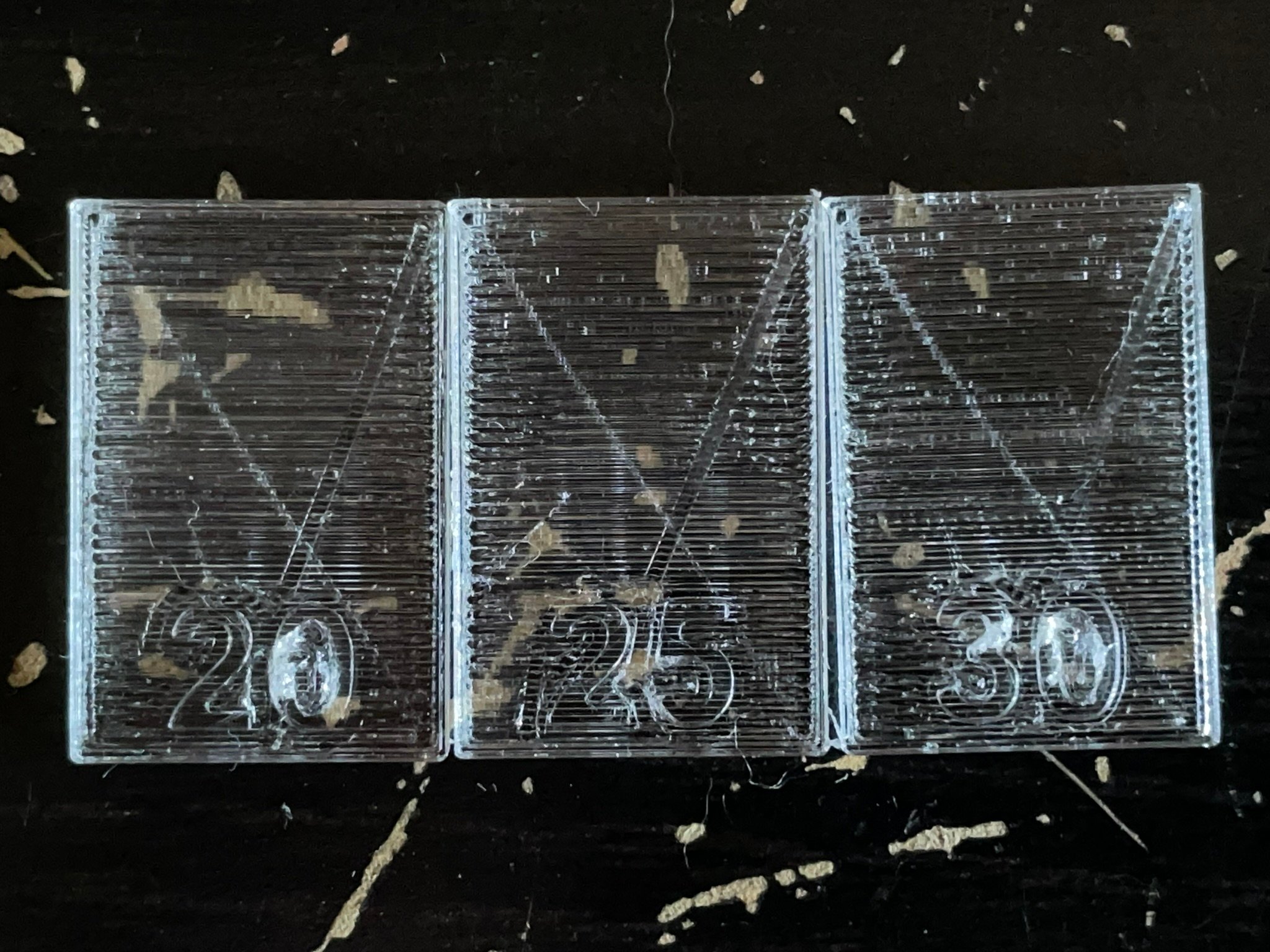
J’ai donc fait varier le paramètre « Infill flow » de 100 % (valeur de base, la quantité normale quoi) jusqu’à 120 %.
Attention, je parle du paramètre « Infill flow » qui joue sur la quantité de matière qui sort de l’extrudeur au moment du remplissage de l’intérieur de la pièce et pas du « Infill » qui correspond au pourcentage de remplissage de l’intérieur la pièce qui lui doit rester à 100 % sans ce cas.
Si le « Infill » est réduit, cela va créer des trous dans la pièce qui seront visibles et donc réduiront la transparence.
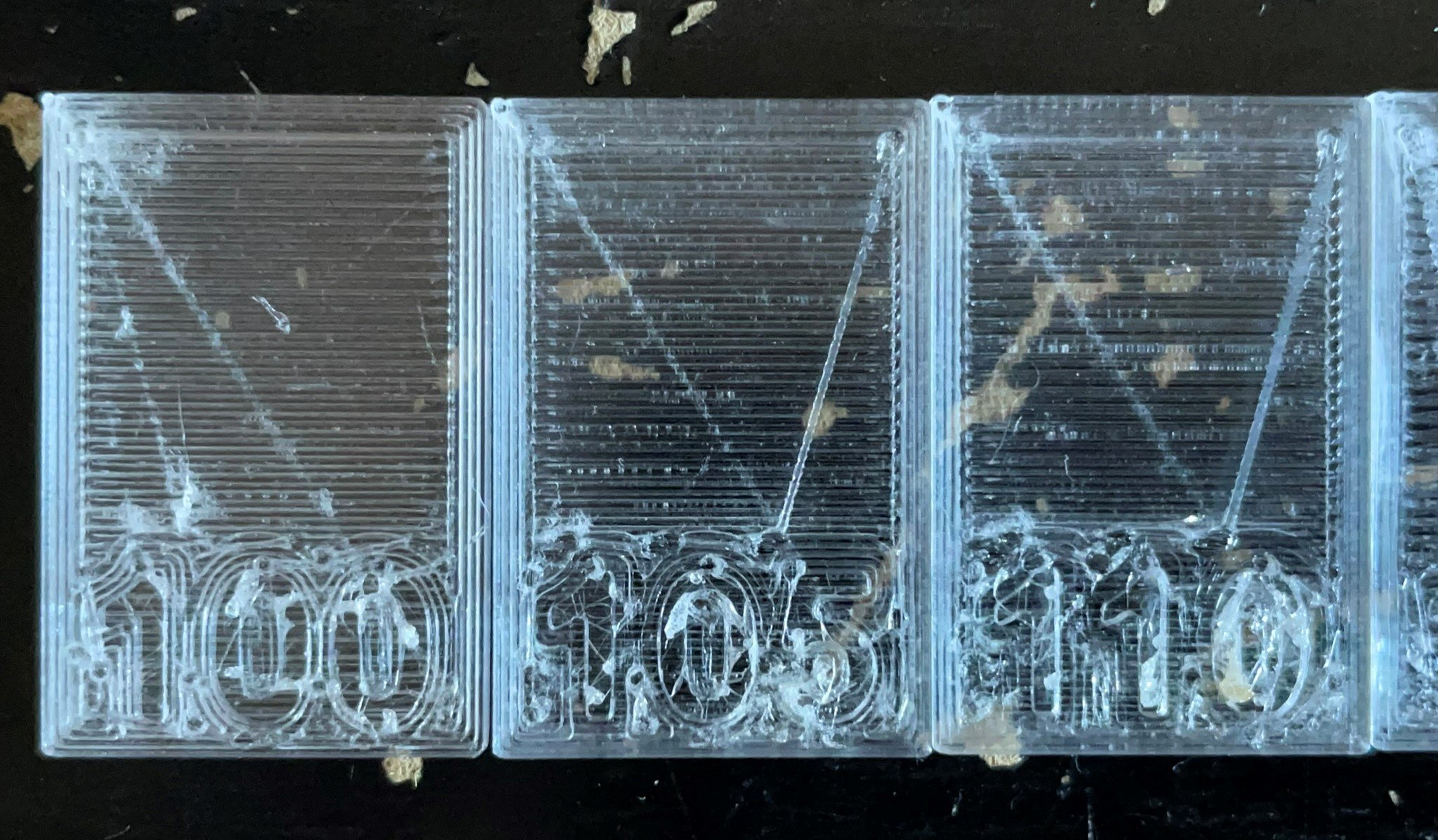
La transparence est meilleure à 105% et semble bonne à 110 % mais avec une formation de traces.
Le résultat n’est pas bon à 120 %.
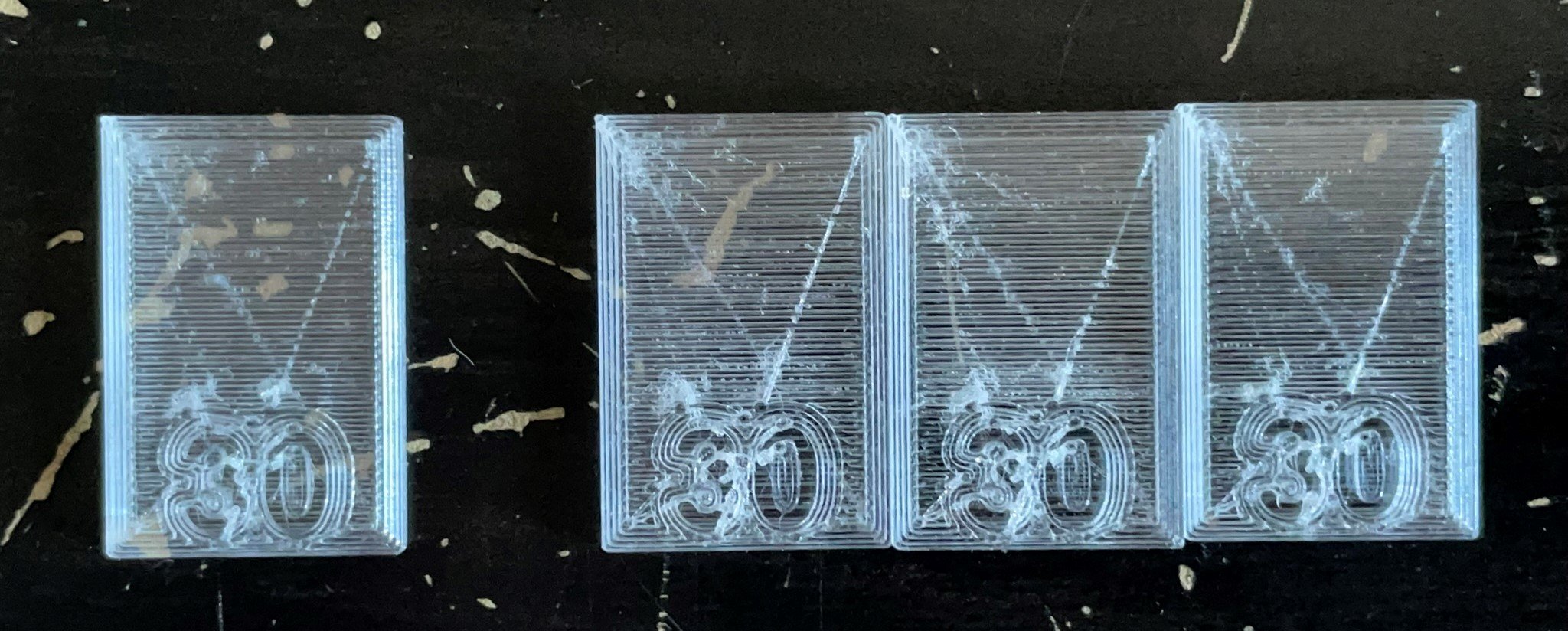
J’ai alors essayé 105 %, 107 % et 110 % :
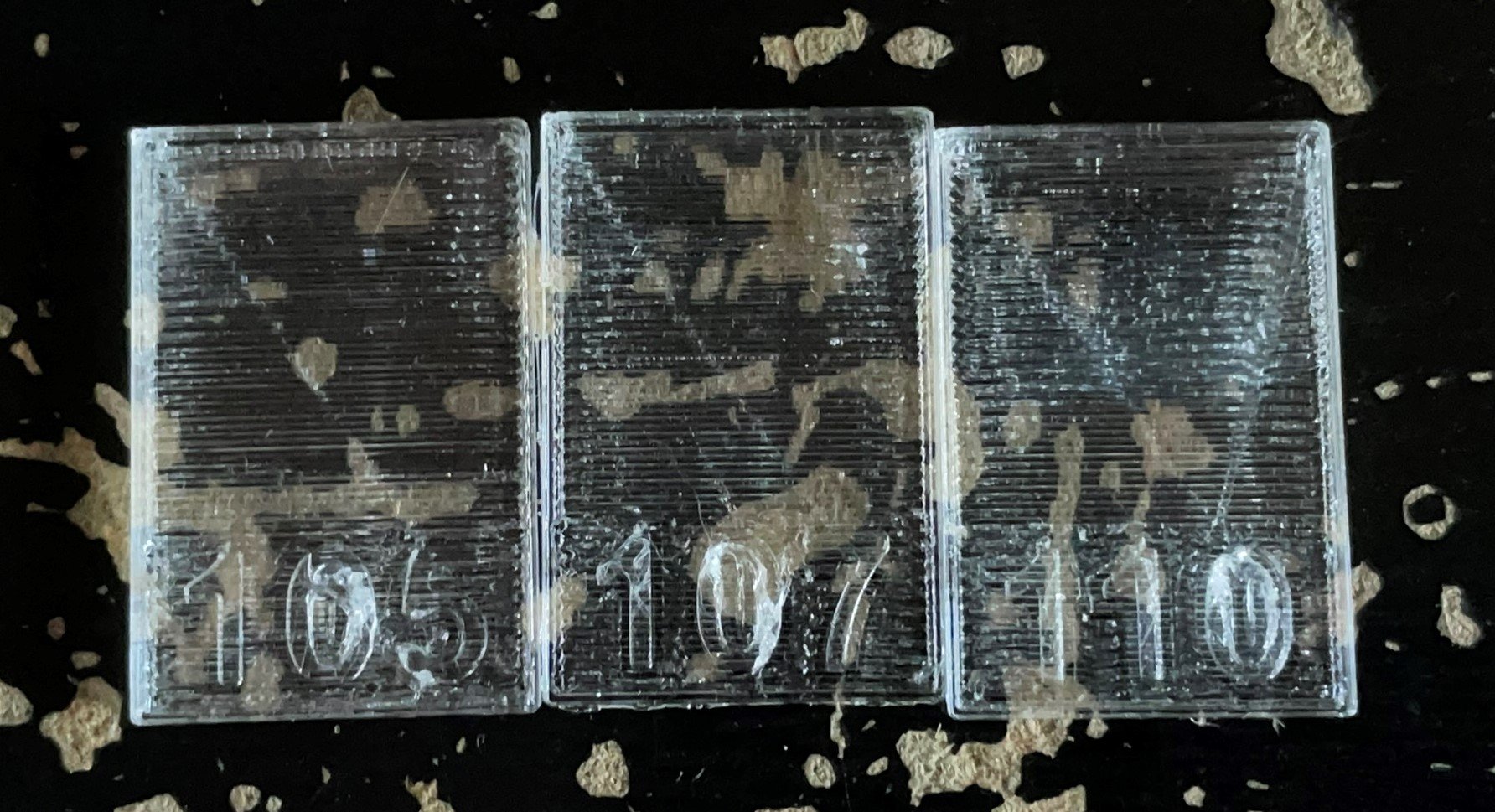
Le résultat semble être le meilleur à 107 %.
Infill flow |
107 % |
Par défaut, il y a plusieurs épaisseurs de bordure avec le paramètre « Wall line count ».
Si on ramène celui-ci de 2 à 1, cela donne une bordure moins visible.
Wall Line Count |
1 |
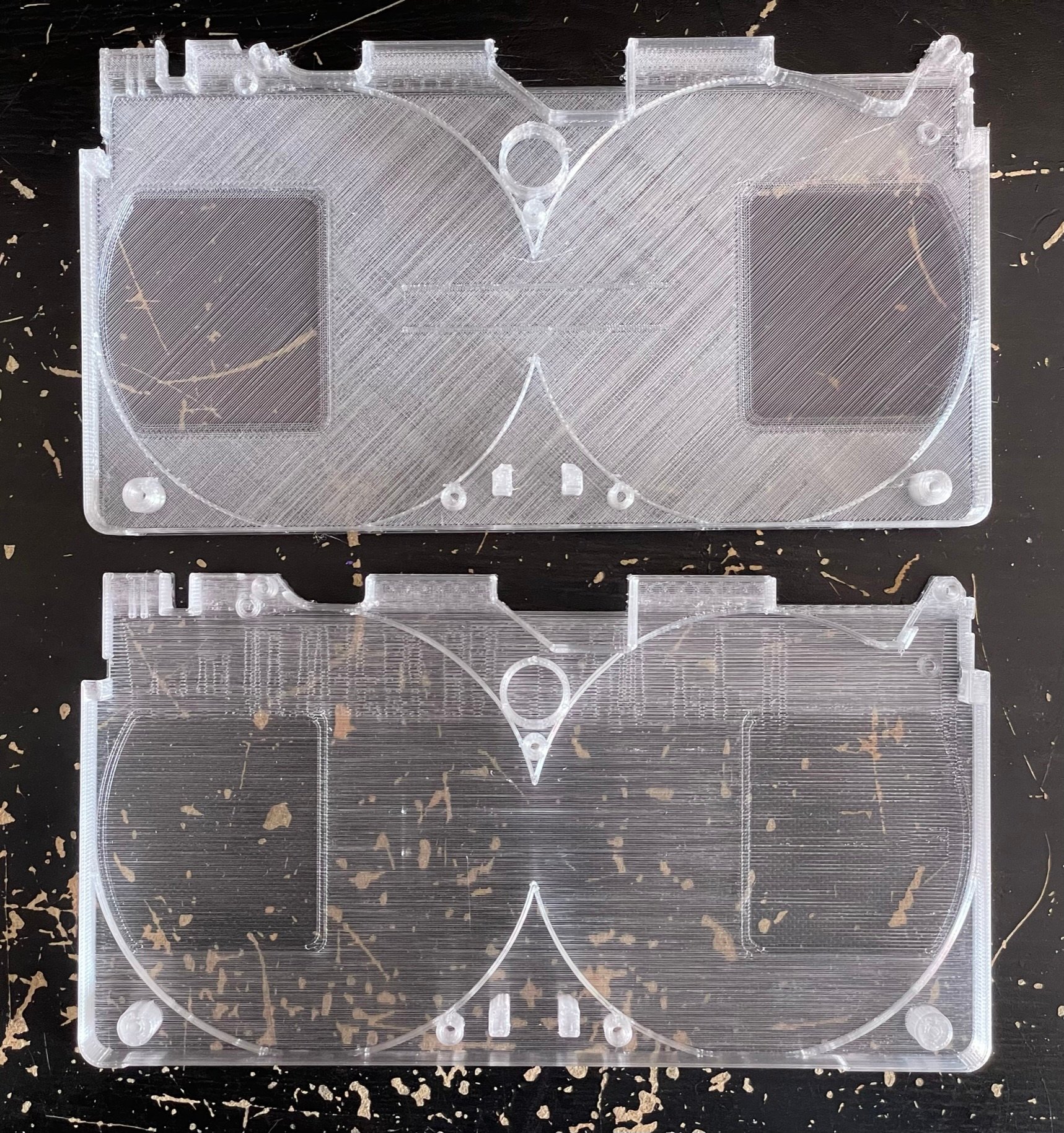
Le résultat final est pas mal comparé à la pièce avec les paramètres d’origine :

Essais d’impression :
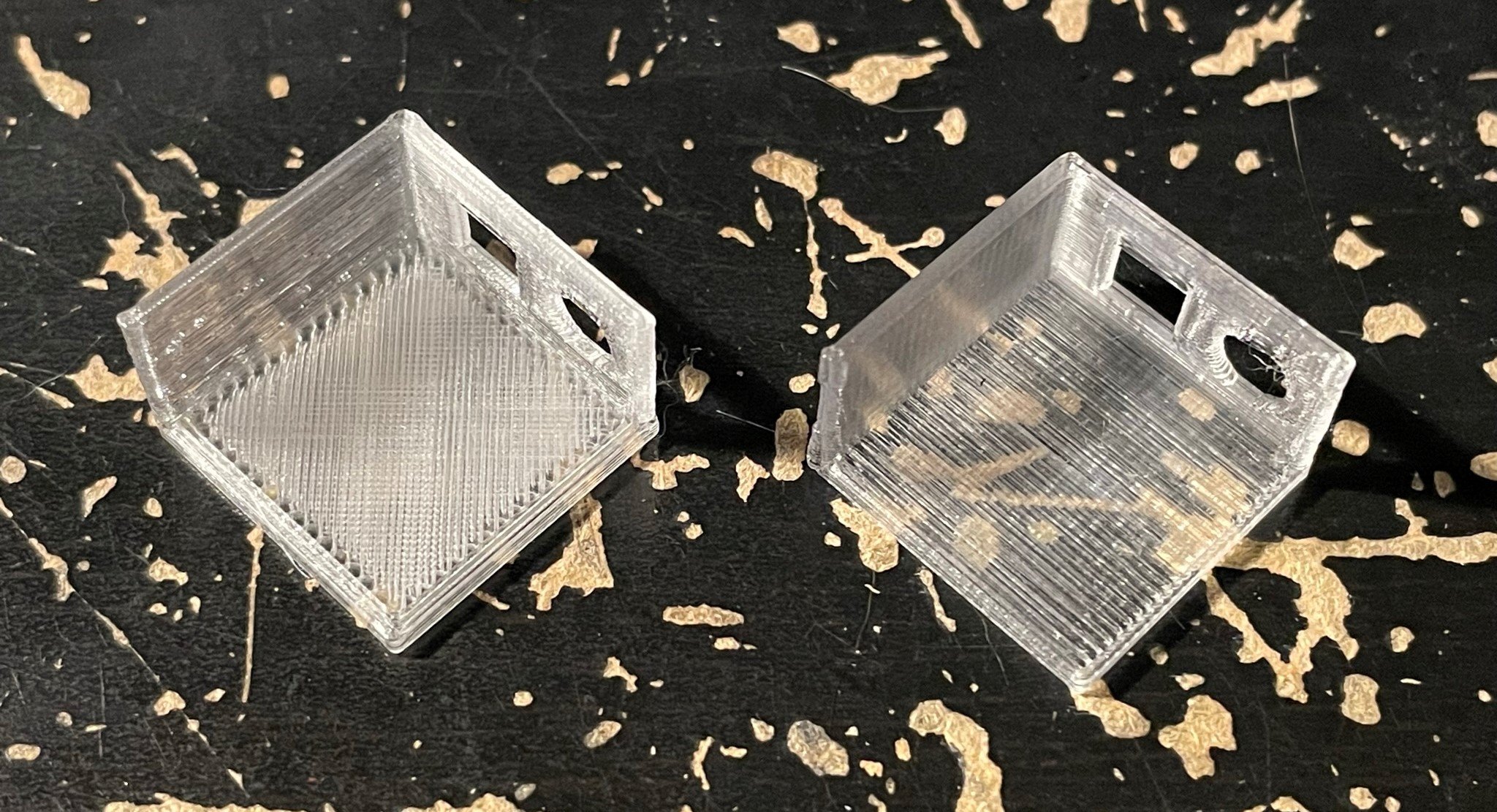
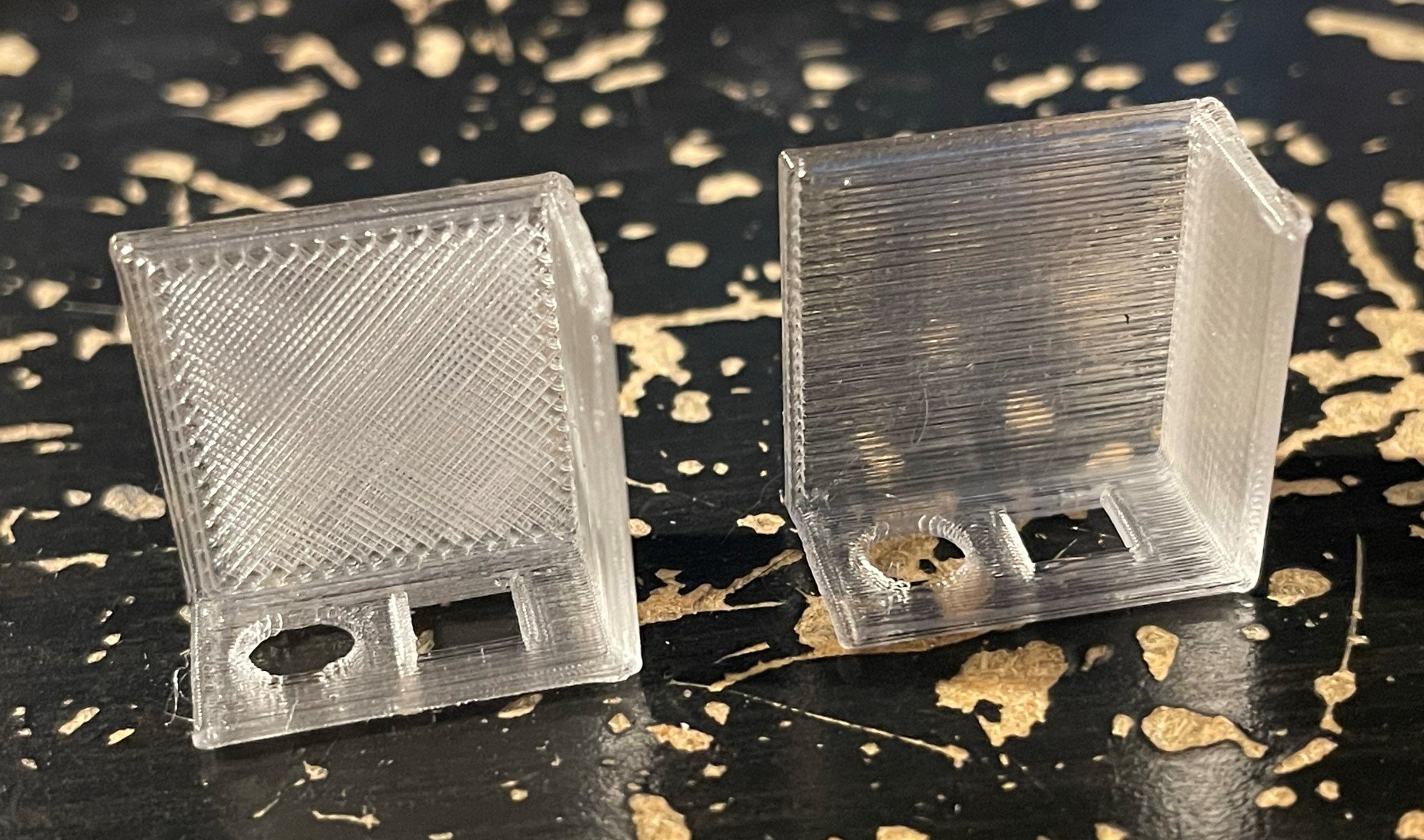
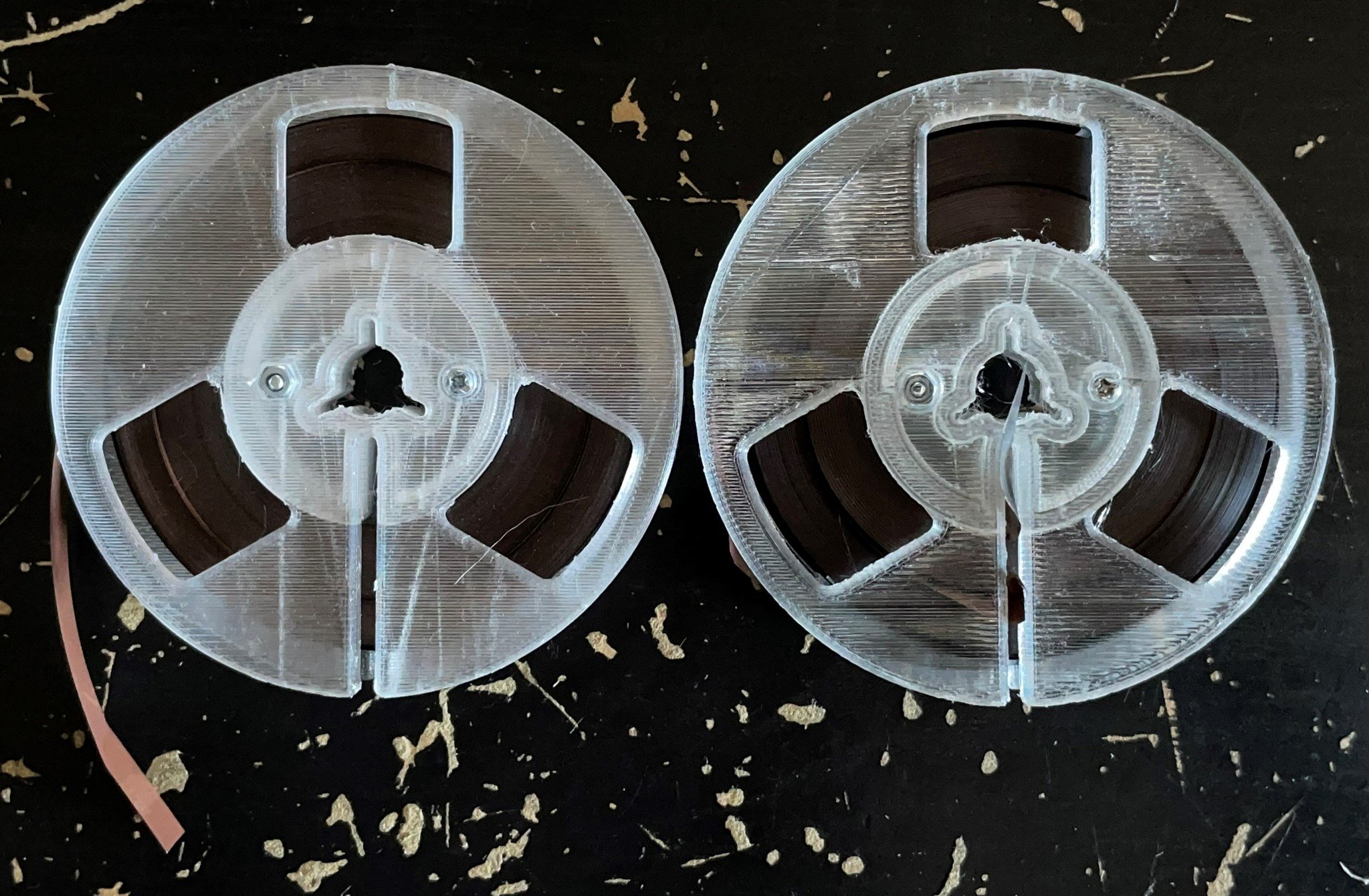
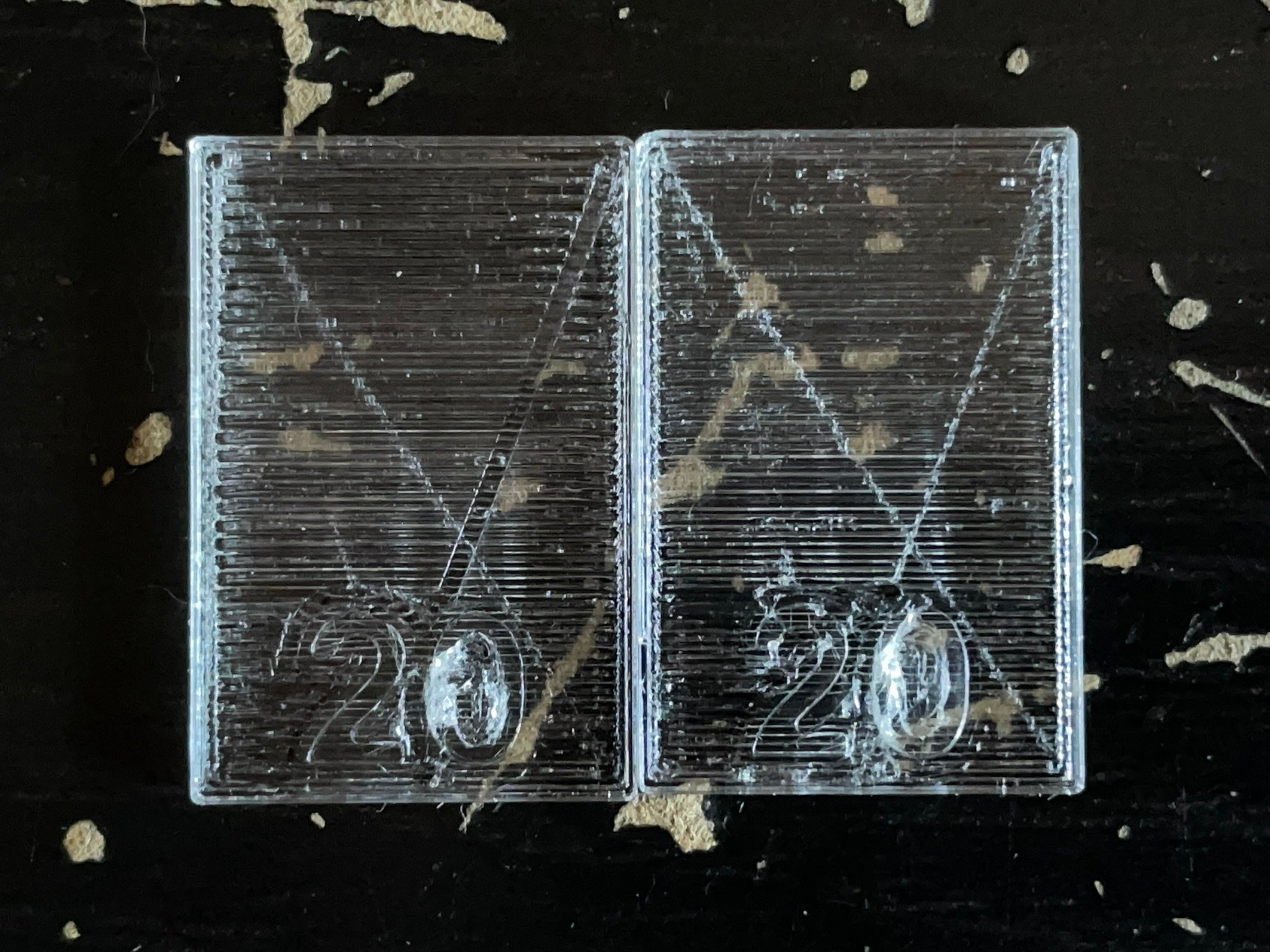
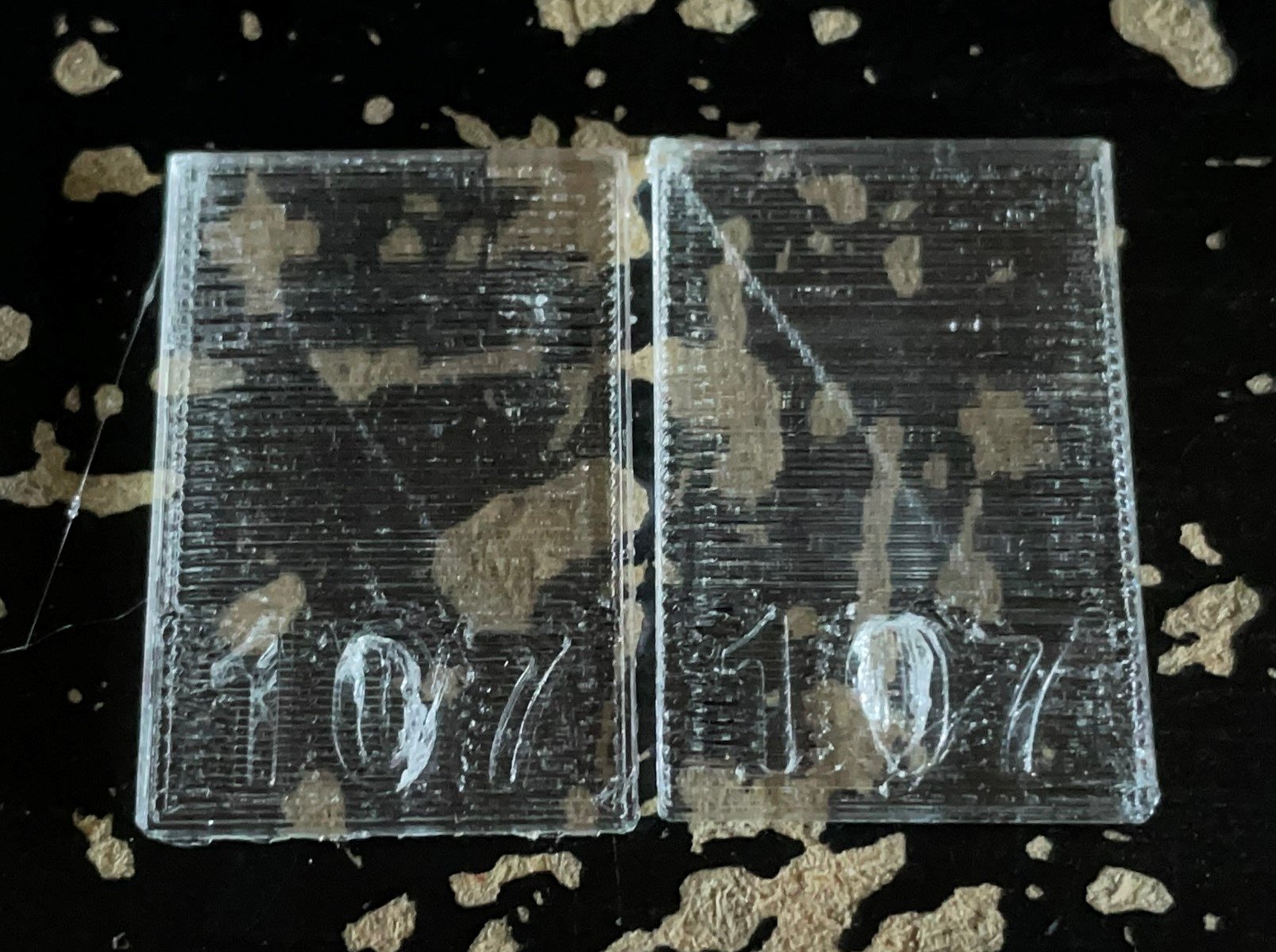
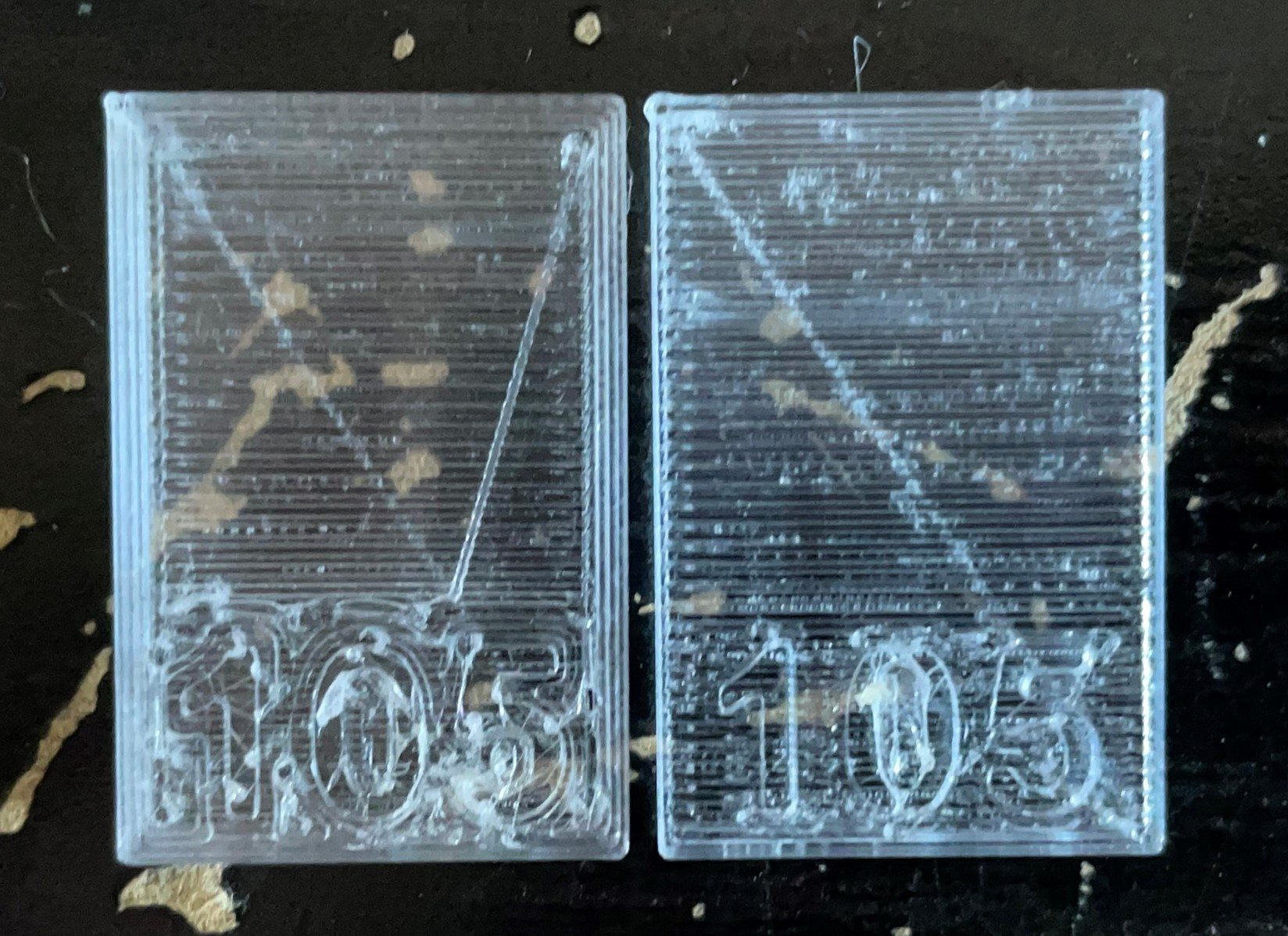
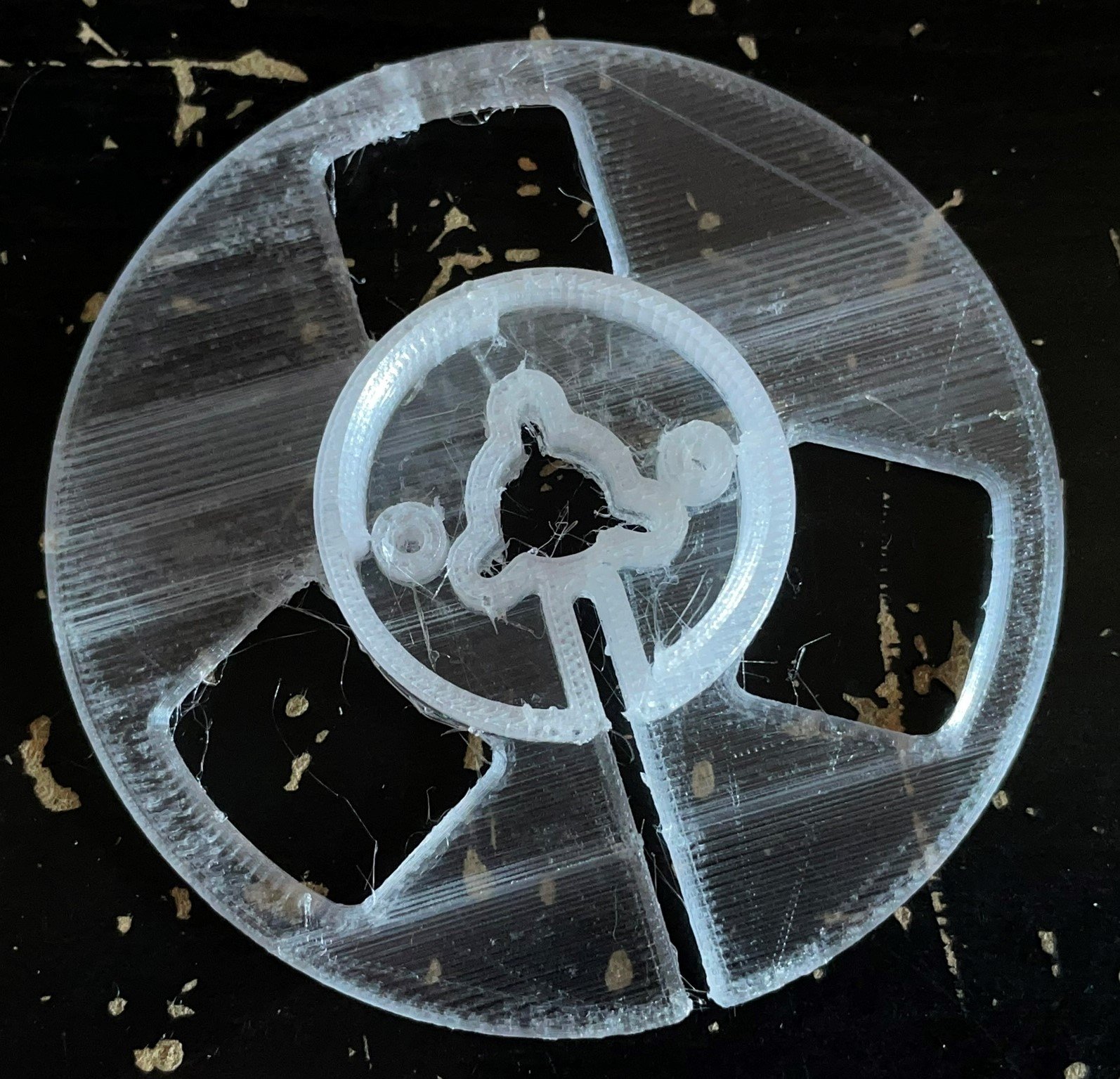
J’ai essayé d’imprimer une pièce d’une bobine de 8cm pour bande magnétique avec le profil spécial transparence en l’état et j’ai remarqué quelques défauts qui ont été corrigés en réduisant le pourcentage de la valeur « Infill flow » de 107 à 103 % :


Infill flow à 107 % et 103 %
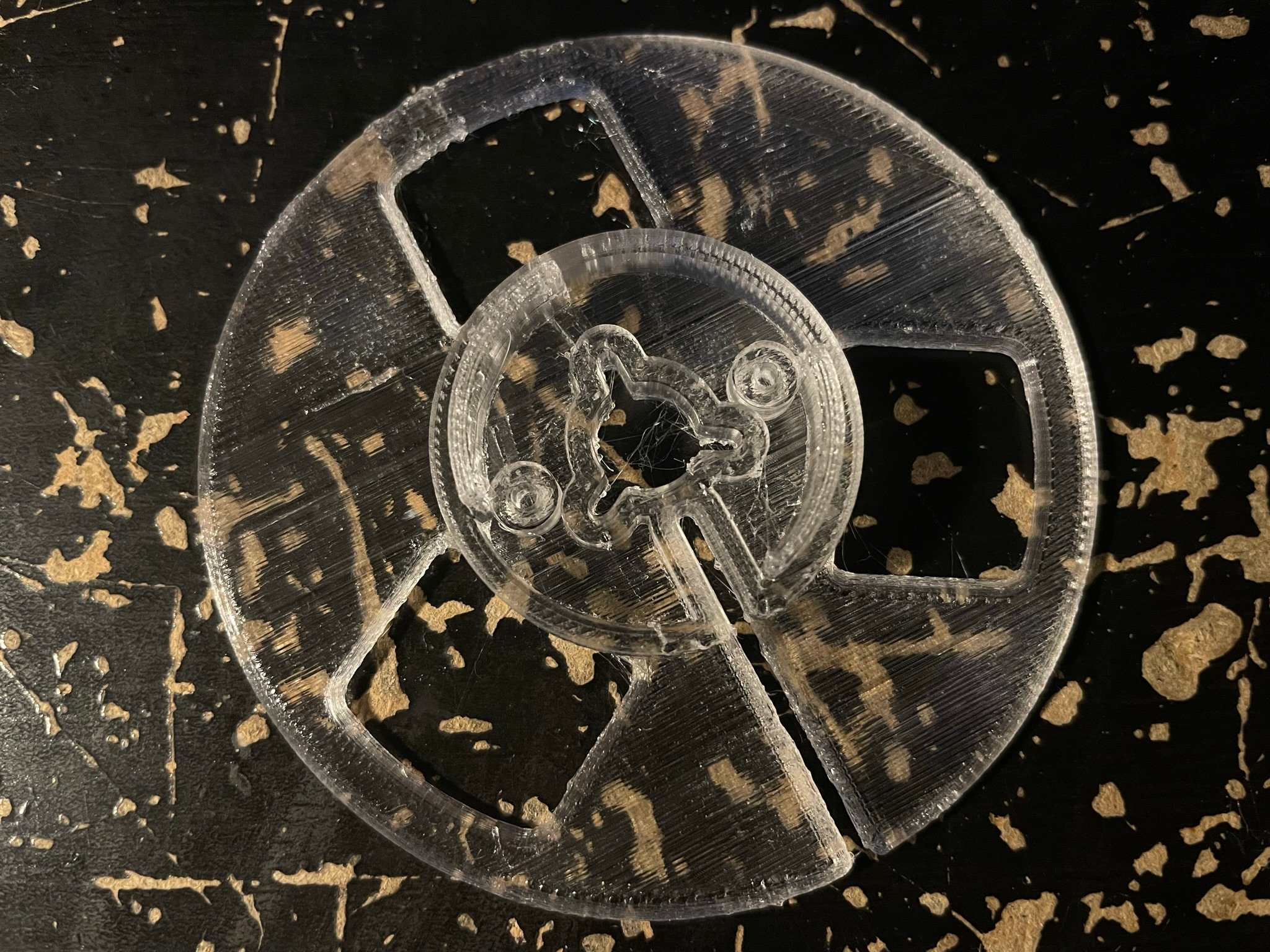
Pièce entière à 103 % :
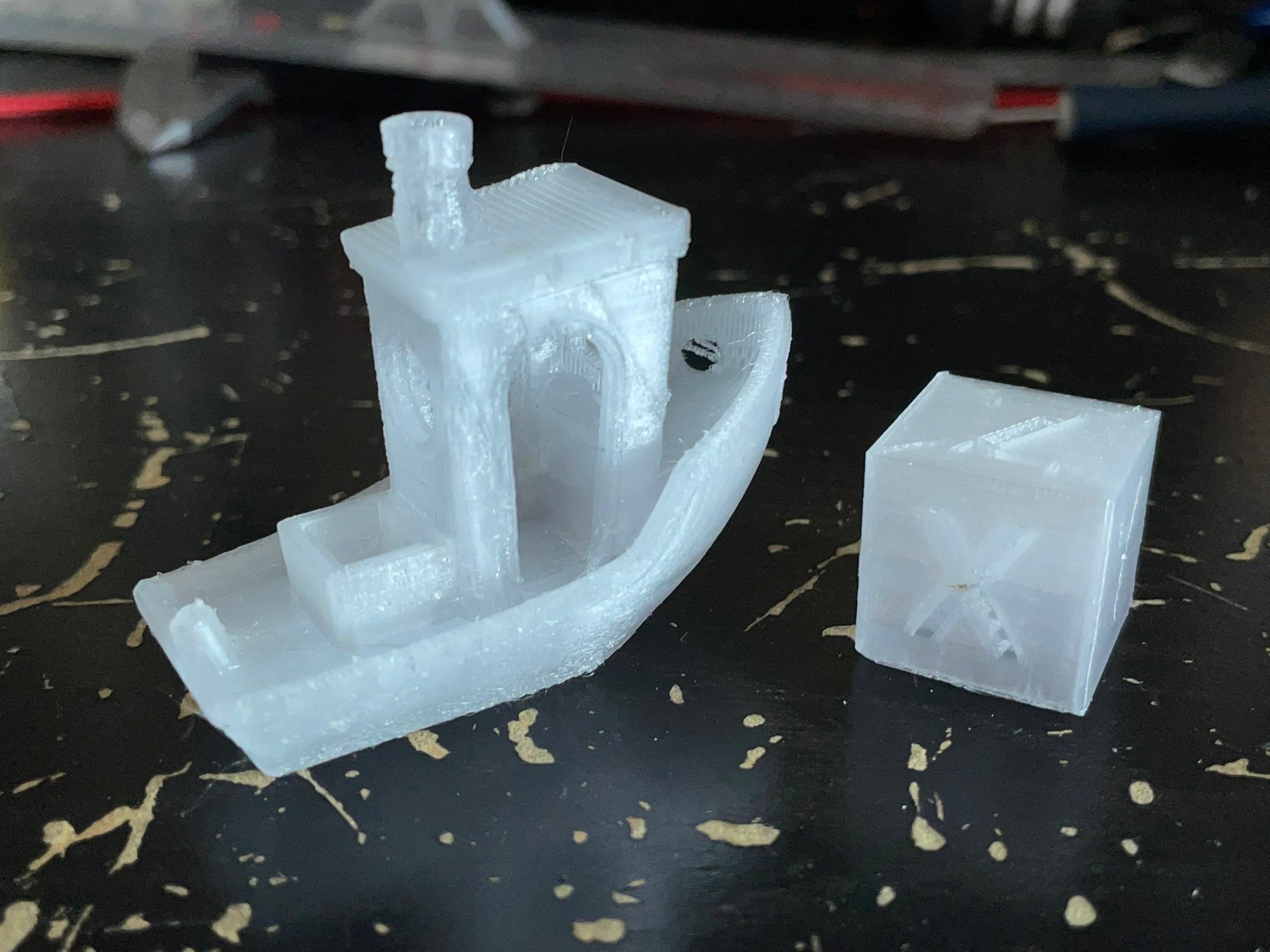
Puis j’ai imprimé un cube de calibration avec un « Infill flow » à 105 % :
Hormis une tache un peu opaque au milieu, le résultat est plutôt bon vu l’épaisseur de matière !


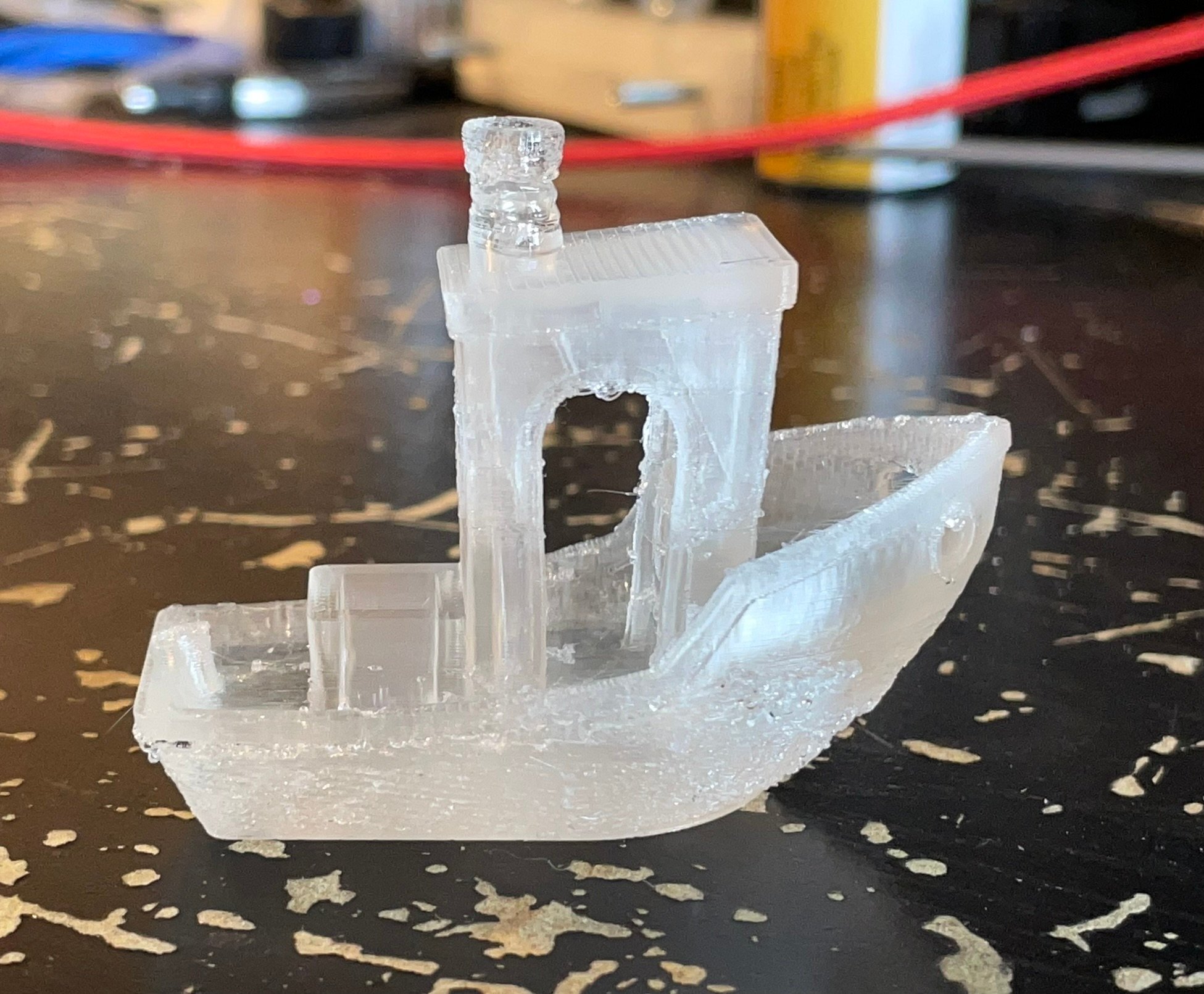
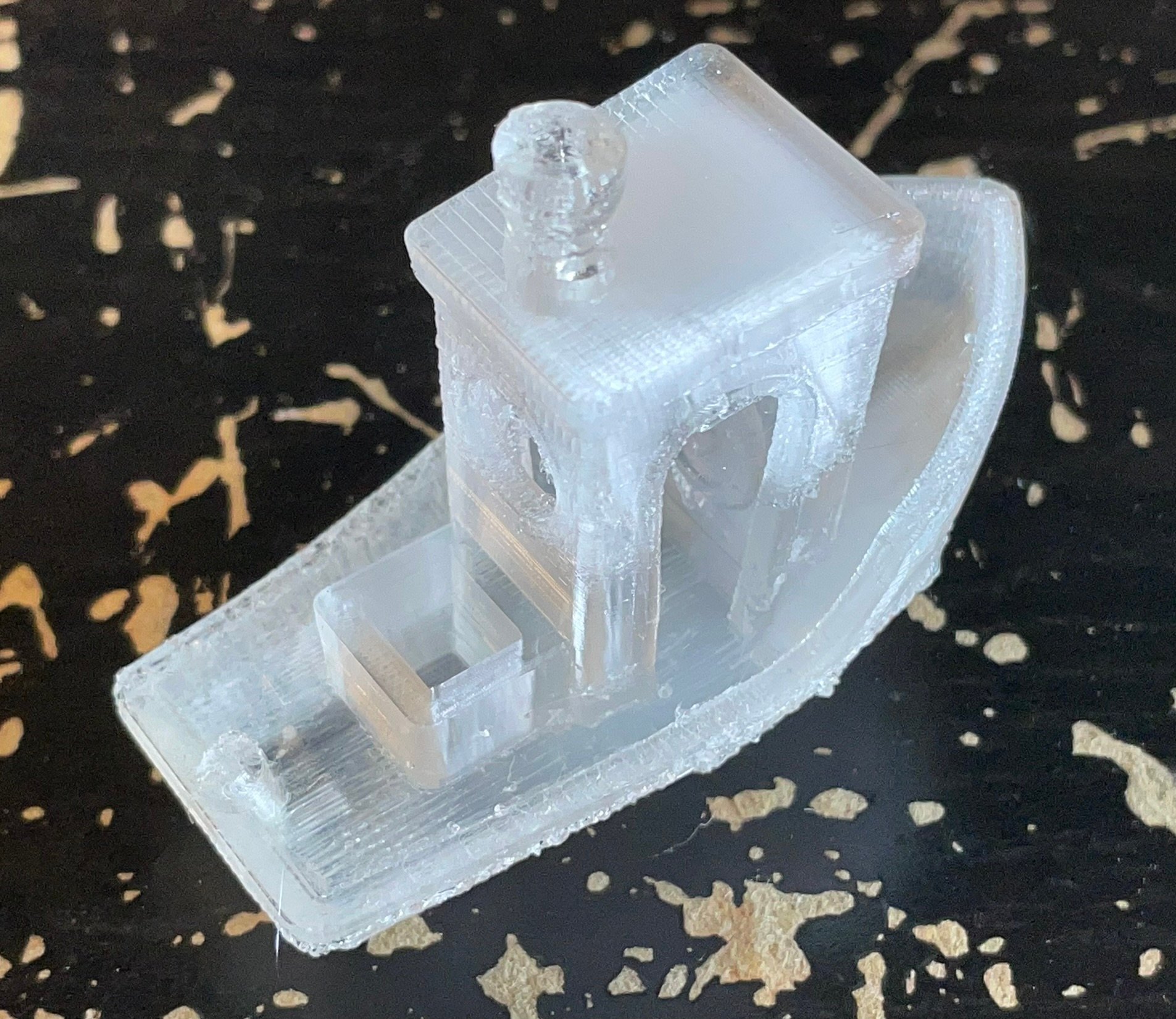
J’ai également imprimé le bateau du 3D Benchy toujours avec un « Infill flow » à 105 %:
Là l’impression a eu un peu plus de mal sur les bords et la cheminée.
J’ai fait sans support. A voir ce que ça pourrait donner avec des supports avec ce type de profil d’impression plutôt accès sur l’aspect esthétique que sur la qualité d’impression.
Conclusion de la transparence en PLA :
Je trouve que les résultats sont assez bons avec du PLA.
Chose importante : Vu qu’il n’y a pas de ventilation pour refroidir le PLA lors de l’impression, celui-ci reste relativement mou durant toute l’impression et peut-être tordu assez facilement.
Il ne faut surtout pas toucher la pièce pendant l’impression et tant qu’elle n’a pas complètement refroidit après que l’impression soit terminée.
Lors des tests, j’avais obtenu de bons résultats avec un « Infill flow » à 107 % alors que lors de l’impression d’une autre pièce la valeur de 103 % était meilleure.
Je pense que ce paramètre est à adapter en fonction de pièce.
Voici mes paramètres d’impression finaux pour les impressions transparentes avec la filament PLA transparent de chez Geetech :
Température d’extrusion |
230 °C |
Température du plateau |
60 °C |
Vitesse d’impression |
20 mm/s |
Infill |
100 % |
Infill pattern |
Lines |
Infill direction |
[90] ou [0] |
Infill flow |
100-107 % |
Épaisseur de couche (Layer height et Initial layer height) |
0,1 mm |
Distance de rétractation |
3,0 mm |
Vitesse de rétraction |
70 mm/s |
Ventilation d’impression |
Désactivé |
Top layers |
0 |
Botton layers |
0 |
Z hop when retracted |
Activé |
Wall Line Count |
1 |
Ironing enable |
Désactivé |
Lien filament : https://www.amazon.fr/gp/product/B08X6YK3SQ
La suite va être un peu copier-collé de ce qui a été fait en PLA mais avec des résultats différents.
1) Référence
Je suis partit de mon profil d’impression PETG classique comme point de départ avec les caractéristiques suivantes :
Température d’extrusion |
230 °C |
Température du plateau |
70 °C |
Vitesse d’impression |
50 mm/s |
Infill |
100 % |
Infill pattern |
Grid |
Épaisseur de couche (Layer height et Initial layer height) |
0,25 mm |
Distance de rétractation |
3,0 mm |
Vitesse de rétraction |
25 mm/s |
Ventilation d’impression |
Activé |
Top layers |
2 |
Botton layers |
2 |
Wall Line Count |
4 |

Remarque :
La pièce de référence en PTEG est plus opaque que celle en PLA.
On verra ce que cela donne pour la suite ...
2) Pas de couche inférieur/supérieur spécifique et que remplissage dans le même sens
Comme en PLA, il faut enlever les premières couches inférieurs et supérieures.
Top layers |
0 |
Botton layers |
0 |
Infill pattern |
Lines |
Infill direction |
[90] ou [0] |
L’opacité a à peine diminué ...
Ventilation d’impression |
Désactivé |

L’opacité a un peu mieux diminué mais reste encore bien présente.
Épaisseur de couche (Layer height et Initial layer height) |
0,1 mm |
On arrive à mieux voir les défauts de la table. :D
J’ai testé d’imprimer entre 230°C à 260°C avec des pas de 10°C.
Le meilleur rendu est à 260°C.
J’aurais bien essayé de monter plus haut, surtout que les conseils sur la page Thingiverse disent d’être à 265°C, mais malheureusement l’élément chauffant de l’extrudeur de mon imprimante ne peut pas chauffer plus fort.
Il faut peut-être un autre modèle d’extrudeur pour cela comme le « Creality Sprite Pro » pour mon Ender 3 V2 qui semble pouvoir monter jusqu’à 300°C.
Température d’extrusion |
260 °C (voir plus?) |
6) Température du plateau
J’ai essayé cette fois de faire varier la température du plateau de 70 à 100°C avec un pas de 10°C pour voir ce que cela allait donner.
Hormis provoquer des bulles à 100°C, cela n’a pas amélioré la transparence.

Impression de la même pièce à différentes vitesses allant de 10 mm/s jusqu’à 100 mm/s avec un pas de 10 mm/s :
La pièce commence à se troubler à partir de 50 mm/s.
C’est à 30 mm/s qu’il y a le moins de défauts.
Je dirais qu’il faut être à 30 mm/s si on veut avoir le meilleur résultat mais on peut faire à 50 mm/s si on veut un truc rapide un peu moins regardant sur la qualité.
A voir ce que ça donne pour cette dernière avec des pièces plus épaisses.
Vitesse d’impression |
30 mm/s (50 mm/s acceptable) |
8) Trace de passage de la buse lors d’un changement de position
Le fait d’utiliser le « Z hop » contribue ici aussi à réduire les traces de passage de la buse.
Z hop when retracted |
Activé |

9) Tentative d’enlever les derniers dépôts
Comme en PLA, j’ai tenté de jouer avec la distance de rétractation pour faire disparaître les dépôts dus une température d’impression élevée.
J’ai essayé à 2, 4, 5, et 6mm mais sans succès.

Pour la vitesse de rétractation, j’ai essayé de passer de 25 à 40, 50 puis 60 mm/s et je trouve que j’avais un léger meilleur résultat à 60 mm/s.
Distance de rétractation |
3,0 mm |
Vitesse de rétraction |
60 mm/s |
10) Essai d’ironing
Comme en PLA, l’ironing ne donne pas de bons résultats et fait remonter d’opacité.

Ensuite, j’ai essayé de jouer sur le « Infill flow » en allant de 100 % (valeur témoin) à 130 %.
Le résultat semble être le meilleur à 105 %.
Infill flow |
105 % |
12) Bordures fines
Par défaut, il y a plusieurs épaisseurs de bordure avec le paramètre « Wall line count ».
Et comme en PLA, si on ramène celui-ci de 4 à 1, cela donne une bordure moins visible.
Wall Line Count |
1 |
Essais d’impression :
J’ai essayé d’imprimer la pièce de bobine de 8cm pour bande magnétique avec le profil PETG en l’état.
C’est pas terrible …
Puis j’ai imprimé un cube de calibration et le bateau du 3D Benchy :
Pas vraiment mieux …
Niveau qualité d’impression de manière globale c’est mieux parce que le PETG supporte mieux de ne pas être refroidit tout de suite par un ventilateur mais la transparence est bien inférieure.
Conclusion de la transparence en PETG :
Mes résultats en PETG sont moins bons qu’en PLA.
Peut-être est-ce dû à une température d’extrusion encore trop basse ? Je ne le saurais pas tant que je n’aurais pas remplacé mon système d’extrusion pour un autre qui peut chauffer plus.
En l’état, vu que j’obtiens de meilleurs résultats en PLA, je pense rester avec cette matière pour mes impressions transparentes si l’utilisation de PLA ne pose pas de problème de manière générale.
Voici mes paramètres d’impression finaux pour les impressions transparentes avec la filament PETG transparent de chez Overture :
Température d’extrusion |
260 °C (voir plus?) |
Température du plateau |
70 °C |
Vitesse d’impression |
30 mm/s (50 mm/s acceptable) |
Infill |
100 % |
Infill pattern |
Lines |
Infill direction |
[90] ou [0] |
Infill flow |
100-105 % |
Épaisseur de couche (Layer height et Initial layer height) |
0,1 mm |
Distance de rétractation |
3,0 mm |
Vitesse de rétraction |
60 mm/s |
Ventilation d’impression |
Désactivé |
Top layers |
0 |
Botton layers |
0 |
Z hop when retracted |
Activé |
Wall Line Count |
1 |
Ironing enable |
Désactivé |
Conclusion globale :
Voici tout ce que j’ai obtenu lors de mes recherches en vue d’imprimer des trucs transparents.
Mes résultats valent ce qu’ils valent et n’ont pas pour vocation d’être la perfection.
Il se peut que je reprenne mes recherches dans le futur.
J’espère en tout cas que ce que j’aurais ressemblé ici comme information pourra servir à d’autres. :)
Je me prenais justement la tête sur des impressions que je voulais transparente et jusque là les infos trouver ne m'ont pas beaucoup aidé. Je vais tester tes paramètres et tenter de faire des test comme les tiens.
Merci beaucoup pour ton travail.